گزارش کارآموزی درنمایندگی ایران خودرو

گزارش کارآموزی درنمایندگی ایران خودرو
فرمت فایل دانلودی: .zipفرمت فایل اصلی: word
تعداد صفحات: 43
حجم فایل: 19 کیلوبایت
قیمت: 4700 تومان
دانلود گزارش کارآموزی در نمایندگی ایران خودرو این تیپ اتومبیلها دارای گیربکس نوع JB می باشند :L42-B37-C37-S37-L48-B40-B40-C40-S40-F40تیپ و پسوند تیپ و شماره ساخت بروی پلاکی که روی پوسته کلاچ حک شده است .توجه: بعضی از پلاکها تیپ دوم رنگی هستند . این کد تیپ شافت گیربکس اتومبیل را مشخص می کند.راهنمای تعویض دنده سیستم همدور کننده از نوع بورگ وانر می باشد.گزارش کارآموزی در نمایندگی ایران خودرودسته : مکسایت مشابه :در زیر به مختصری ازعناوین و چکیده آنچه شما در این فایل دریافت می کنید اشاره شده است :فهرست مطالبعنوان گیربکس کنترل مقدار روغن شافت اصلی دیفرانسیل از نوع بلبرینگی انتخاب واشر خار دار تعویض دسته دنده و بوشها تعویض کانال هدایت کننده روغن انژکتور انواع نازل یا سوخت پاش انژکتور نوع سوراخ دار سوخت پاشهای زبانه ای یا تنبل آزمایشهای انژکتور تمیز کردن سوخت پاش گیربکس :این تیپ اتومبیلها دارای گیربکس نوع JB می باشند :L42-B37-C37-S37-L48-B40-B40-C40-S40-F40تیپ و پسوند تیپ و شماره ساخت بروی پلاکی که روی پوسته کلاچ حک شده است .توجه: بعضی از پلاکها تیپ دوم رنگی هستند . این کد تیپ شافت گیربکس اتومبیل را مشخص می کند.راهنمای تعویض دنده سیستم همدور کننده از نوع بورگ وانر می باشد.گیربکس پنچ دندهتیپ چهارم: تغییر رزوهای پیچ و انتهای دمنده پنجدر صورتیکه عمق رزوهای و پنج انتهای شافت دوم کاهش یافته باشد باید از یک پنج بطول 27mm استفاده شود.کنترل مقدار روغن درپوش فولادی A بدون میله اندازه گیری که روغن تا قسمت رزوه شده پر می شود.در پوش پلاستیکی B با میله اندازه را تمیز کنید .درپوش را مجددا جا بزنید ولی آنرا بپیچانید بطوریکه میله اندازه گیری آن بسمت پائین باشد.درپوش را خارج کنید سطح روغن باید در نقطه 2 باشد.خصوصیات مهم دیفرانسیل از نوع بلبرینگ از پایه های به شماره B.ri q50-01 یا Bri q50-02 می بایست جهت تعمیر گیربکس استفاده شود . بطوریکه بتوان در گیربکس های تیپ JB2,JB3 بلبرینگهای دبفرانسیل را براحتی خارج کرد.دو شاخه کلاچ هنگامی از داخل پوسته خارج می شود که از بستهای اتصال جدا شده باشد .قبل از اینکه گیربکس را بپایه اختصاصی به شماره Bri q50-01 یا Bri q50-02 متصل کنید پیچهای اتصال پوسته کلاچ را باز کنید .بعد از خارج کردن بوشهای راهنما از نقاط C,B گیربکس را روی پایه مخصوص قرار دهید .شافت اصلی : 1-اکر دنده پیچ در نقطه A فاصله ایی نداشته باشد . ابزار مخصوص B.ri 1003 را روی توپی دنده پاج قرار دهید و مجموعه را خارج کنید.قطعات زیر را بترتیب خارج کنید:-درب پشت گیربکس درب پشت گیربکس می بایست بطور افقی و در جهت فلش خارج شود . بطوریکه لوله روغن پوسته بتواند از داخل شافت خارج شود.گیربکس چهار دنده :دو خار فنری را از شافتهای اصلی ودوم همراه با واشرهای آنها خارج کنید .گیربکس پنج دنده :دنده یک را دسته دنده و دنده پنج را از گیربکس با حرکت دنده پنج روی میل ماهک انتخاب کنید .مهره شافت اصلی و پیچ شافت دوم را در آورید .این فایل شامل : صفحه نخست ، فهرست مطالب و متن اصلی می باشد که با فرمت ( word ) در اختیار شما قرار می گیرد.(فایل قابل ویرایش است )تعداد صفحات : 43

پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.
گزارش کارآموزی در تعمیرگاه مجاز هیوندا

گزارش کارآموزی در تعمیرگاه مجاز هیوندا
فرمت فایل دانلودی: .zipفرمت فایل اصلی: doc
تعداد صفحات: 58
حجم فایل: 34 کیلوبایت
قیمت: 6300 تومان
گزارش کارآموزی در تعمیرگاه مجاز هیوندا، در قالب فایل word و در حجم 58 صفحه.
فهرست مطالب:
هزینه های پنهان
تحلیلی بر آزمونهای مجموعه بوستر
لقی حرکت میله ترمز
استاندارد KES D-C 65
کاربرد ابزارهای بهبود کیفیت
تفکیک پذیری
بررسی ترسیمی
پمپ ترمز
خطوط ترمز پمپهای دو مداره
بوستر خلائی
کمک بوستر به سیستم ترمز
تاثیر فشار عملکرد بوستر
نحوه ترمز گرفتن
اجزا ترمز
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.
گزارش کارآموزی مدیریت کارعملی در آموزشگاه

گزارش کارآموزی مدیریت کارعملی در آموزشگاه
فرمت فایل دانلودی: .zipفرمت فایل اصلی: word
تعداد صفحات: 111
حجم فایل: 72 کیلوبایت
قیمت: 10900 تومان
در زیر به مختصری ازعناوین و چکیده آنچه شما در این فایل دریافت می کنید اشاره شده است :عناوین صفحه تشکر و قدردانیمقدمه سر آغاز - نام موسسه -عنوان رساله - محل تحقیق - تاریخ فهرست مطالب بخش اول : مشخصات کلی آموزشگاه بخش دوم : مدیریت بخش سوم : معاونت بخش چهارم : دفتر داران-بایگانبخش پنجم : دبیران سر گروه بخش ششم: امور پرورشی بخش هفتم: آموزگاران و همکاران بخش هشتم : ارکان و شوراهای مدرسه بخش نهم : انجمن اولیا و مربیان بخش دهم : ارزشیابی بخش یازدهم : مشاوره بخش دوازدهم : خدمتگزاران بخش سیزدهم : سرایدار بخش چهاردهم: پیشنهادها- محدودیت ها- مصاحبه بخش پانزدهم : منابع و مآخذ بخش شانزدهم : بیوگرافی محققصفحه ضمائم – اردوها – مسابقات علمیمقدمه :تعریف آموزش و پرورش دوره راهنمایی تحصیلی:دوره راهنمایی تحصیلی پس از دوره ابتدایی (مرحله اول تعلیمات عمومی) آغاز میشود و مرحله دوم تعلیمات عمومی به شمار می رود معمولا گروه سنی یازده تا سیزده ساله در این دوره تحصیل می کنند. علت نامگذاری مرحله دوم تعلیمات عمومی به نام دوره راهنمایی تحصیلی وارد شدن مفهوم راهنمایی در آموزش و پرورش و لزوم توجه به تفاوتهای فردی و فراهم کردن شرایط بهره برداری صحیح از استعدادهاست که در همه سطوح تعلیمات رسمی باید مورد توجه قرار گیرد.انتخاب رشته تحصیلی مناسب از موارد مهمی است که باید به آن در این دوره بیشتر توجه شود بنابراین مدارس راهنمایی تحصیلی عبارتند از مراکزی که با اجازه وزارت آموزش و پرورش برای تربیت نوجوانان یازده تا سیزده ساله برای تحقق اهداف این دوره تاسیس میشوند و در آنها علاوه بر افزایش معلومات و توجه به رشد بدنی، عقلی، اجتماعی، عاطفی و اخلاقی نوجوانان، خدمات راهنمایی و مشاوره نیز ارائه میشود.این فایل شامل : صفحه نخست ، فهرست مطالب و متن اصلی می باشد که با فرمت ( word ) در اختیار شما قرار می گیرد.(فایل قابل ویرایش است )تعداد صفحات : 111
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.
گزارش کارآموزی مراحل حسابداری پیمانکاری

گزارش کارآموزی مراحل حسابداری پیمانکاری
فرمت فایل دانلودی: .zipفرمت فایل اصلی: doc
تعداد صفحات: 93
حجم فایل: 59 کیلوبایت
قیمت: 8100 تومان
گزارش کارآموزی رشته حسابداری با موضوع مراحل حسابداری پیمانکاری، در قالب فایل word و در حجم 93 صفحه.
چکیده:
تدوین مطالبی دربارة نحوة حسابداری انواع فعالیت های اقتصادی از یک سو، بر دانش پیشرفته و امروزین حسابداری متکی و از سوی دیگر، با شرایط خاص، عرف تجاری و قوانین حاکم بر فعالیت های اقتصادی در ایران منطبق باشد یکی از زمینه های ضروری پژوهشی است که می تواند کاربرد روش های پیچیدة حسابداری را آسان ساخته و در عین حال خدمات حسابداری در سطوح مختلف را کارآمدتر نماید علاوه بر این، پژوهش هایی از این دست ، امکانات گسترش، رواج و فراگیری، اصول و ضوابط حرفه ای را افزایش داده و کار حسابداری واحدهای تجاری را در مجموع بهبود می بخشد امروزه مؤسسات عمومی و خصوصی اجرای عملیاتی نظیر : راه سازی – سد سازی – احداث ساختمان – تاسیسات – کشتی سازی – هواپیما سازی و ساخت قطعات پیچیده وسایل و تجهیزات را با انعقاد پیمان به مؤسسات پیمانکاری واگذار می کنند.
فهرست مطالب:
فصل اول : عملیات پیمانکاری:
- ارکان اصلی عملیات پیمانکاری
- انواع قرارداد های پیمانکاری
- مراحل اجرای طرح و انجام عملیات پیمانکاری
- مطالعات مقدماتی یا اولیه طرح
- ارجاع کار به پیمانکار
- انعقاد قرار داد با پیمانکار
- اجرای کار ( شروع عملیات )
- خاتمه کار
- سازمان بر اساس وظایف ( سازمان کار کروی )
فصل دوم: حساب های شرکت پیمانکاری ایران بتون ساز
دارائی های جاری
- بانک و صندوق
- تخواه گردان ها
- حساب های دریافتنی
- حساب ذخیرة مطالبات مشکوک الوصول
- اسناد دریافتنی
- پیش پرداخت ها
- سپرده حسن انجام کار
درارئیهای ثابت :
- دارائیهای ثابت مشهود
- داراییهای ثابت نا مشهود
بدهی های جاری :
- حسابهای پرداختنی
- اسناد پرداختنی
- پیش دریافت ها
بدهی های بلند مدت
- سرمایه
- در آمدها
- هزینه ها
- حساب پیمان
- حساب کار گواهی شده
فصل سوم : روش های تداول حسابداری پیمانکاری
- روش کار تکمیل شده
- روش درصد پیشرفت کار
- ذخیرة لازم برای زیان های قابل پیش بینی
- دعاوی و تغیرات ناشی از قراردادهای پیمانکاری
- تعیین سود پیمان تکمیل شده
- انتقال سود و بستن حساب پیمان تکمیل شده
- محاسبة صود پیمان نا تمام
- نحوة محاسبه و پرداخت دستمزد کارگران و سرپرستان کارگاه
- نحوه محاسبات استحلاک تموال ، ماشین آلات و تجهیزات .
فصل چهارم : مالیات پیمانکاری
- مالیات مقملوع
- مالیات بر در آمد پیمانکاری
- در آ‚د مشحول مالیات پیمانکاری
- مالیات موسسات پیمانکاری
- شرکت های سهامی
- نحوة نگهدای حساب های مالیاتی
- پیش پرداخت مالیات
- مالیات قطعی پیمان ها
- ذخیرة مالیات بر در آمد
فصل پنجم : گزارش های مالی
- ترازنامه
- جدول بهای تمام شدةکار در جریان ساخت
- گزارش های عملیاتی
- گزارش پیشرفت کار
- صورت حساب صودو زیان
- تراز آزمایشی
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.
گزارش کارآموزی حسابداری؛ بررسی سیستم حقوق و دستمزد یک موسسه

گزارش کارآموزی حسابداری؛ بررسی سیستم حقوق و دستمزد یک موسسه
فرمت فایل دانلودی: .zipفرمت فایل اصلی: doc
تعداد صفحات: 28
حجم فایل: 34 کیلوبایت
قیمت: 4700 تومان
گزارش کارآموزی رشته حسابداری، با موضوع بررسی سیستم حقوق و دستمزد آموزشکده فنی و حرفه ای سما، در قالب فایل word و در حجم 28 صفحه.
بخشی از متن:
تعیین میزان حقوق یا دستمزدی که سازمان باید به کارکنان خود بپردازد، از مهمترین جنبههای مدیریت منابع انسانی است؛ زیرا اولاً نظام پاداش (که حقوق و دستمزد، بخشی از آن را تشکیل میدهد) تأثیر به سزایی در جذب و رضایت کارکنان و ایجاد انگیزه در آنان دارد. ثانیاً پرداخت به کارکنان، از سنگینترین هزینههایی است که هر سازمان باید برای پیشبرد و تحقق اهداف خود، متحمل شود. بنابراین، نظام حقوق و دستمزدی که به دقت طراحی شده و اجرای آن براساس سیاستها و خط مشیهای صحیح باشد، در سلامت اقتصادی سازمان و همچنین به کارگیری درست و موثر نیروهای موجود در سازمان، نقش مهمی خواهدداشت. نظام حقوق و دستمزد باید به گونهای طراحی شود که از این ویژگیها برخوردار باشد:
- برای امرار معاش کافی باشد و بتواند نیازهای اولیه کارکنان به خوراک، پوشاک، مسکن و ایمنی را برآورده سازد.
- ایجاد انگیزه کرده و باعث تشویق کارکنان به هم بستگی بهتر شود.
- اقتصادی و مؤثر باشد؛ یعنی اولاً با توان مالی سازمان و ثانیاً با تواناییها و مهارتهای کارکنان متناسب باشد، به گونهای که در برابر خقوق و دستمزدی که پرداخت میشود، بیشترین بازدهی به دست میآید.
سازمان را قادر میسازد که با سازمانهای دیگر رقابت کند؛ یعنی این نظام حقوق و دستمزد، در مقایسه با نظام حقوق و دستمزد سازمانهای مشابه، بهتر یا دستکم دارای همان جذابیتها باشد. طبیعی است که این امر، در جذب و حفظ نیروها مؤثر است.
- منطقی باشد و کارکنان، منطقی بودن آن را بپذیرند.
- منصفانه و عادلانه باشد؛ یعنی اولاً حقوق یا دستمزد، متناسب با تخصص، مهارت، تجربه و سابقه کار افراد تعیین شود و ثانیاً ضوابط و شرایط برای اعطای آن یکسان باشد. بدیهی است که عادلانه بودن نظام حقوقی و دستمزد، در مقبولیت و پذیرش آن و نیز در ایجاد رضایت شغلی، مؤثر است.
فهرست مطالب:
برگ سه نسخهای
صورت مغایرت
ترازگیری سندهای شهریه
فصل اول
تعاریف کلی و اصول
مقدمه
بیان مسأله
ضرورت تحقیق و اهداف آن
قلمرو تحقیق
مفاهیم تئوریک
فصل دوم
یافتههای تحقیق
نتیجهگیری
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.
دانلود گزارش کارآموزی پراید GTX

دانلود گزارش کارآموزی پراید GTX
فرمت فایل دانلودی: .zipفرمت فایل اصلی: word
تعداد صفحات: 104
حجم فایل: 45 کیلوبایت
قیمت: 8500 تومان
در زیر به مختصری ازعناوین و چکیده آنچه شما در این فایل دریافت می کنید اشاره شده است :عنوان: شماره صفحهپیشگفتار.............................................................................................................1مقدمه.................................................................................................................4موقعیت شرکت................................................................................................6تاریخچه شرکت..............................................................................................8خودروهای تولیدی شرکت..........................................................................10خودروهایی که در گذشته تولید شده........................................................10تولیدات فعلی شرکت...................................................................................14تولیدات آینده شرکت..................................................................................17سالن اصلی تولید بدنه...............................................................................19خط تولید پرایدGTX...............................................................................22پانل های کنترل........................................................................................25تئوری کار در سالن تولید بدنه.............................................................27دستگاههای جوشCO2........................................................................36دستگاه جوش آرگون..........................................................................38کاربردهای سیلر..................................................................................43پمپ سیلر........................................................................................45سالن رنگ.......................................................................................47جداول رنگ آمیزی........................................................................56ایمنی و بهداشت............................................................................57جلوگیری از انفجار و اشتعال.....................................................58بهینه سازی در تولید بدنه..........................................................61نتیجه گیری.................................................................................72تقدیر وتشکر با سپاس از خداوند مهربان و تقدیر وتشکر از پدر ومادر عزیزم که در تمامی مراحل زندگی مرا یاری دادند.و همچنین با تشکر و قدردانی از تمام کارکنان بخش نگهاری و تعمیرات سالن تولید بدنه خودروی پراید (GTX ) به ویژه مهندس حسن صوفیانی، جناب آقای علی ربیعی و جناب آقای راسخ کمال که در مدت حضور اینجانب در محدوده کاری ایشان و با وجود مزاحمت های فراوان کمک های شایان ذکری برای بهتر یادگیری اینجانب انجام دادند. لمن ا... توفیقخلاصه فعالیت های انجام گرفته : گزارش فوق در مدت تقریباً 40 روز در شرکت پارس خودرو تدوین گردیده است در این مدت از چندین سالن دیدن بعمل آوردم و با طرز کار دستگاههای صنعتی مختلف آشنا شدم و همچنین آزمایشی در مورد بهینه سازی انجام گرفت. اولین سالنی که مورد بازدید قرار گرفت سالن تولید بدنه خودروی پراید GTX بودکه در آن دستگاههای متنوعی مانند پمپ های سیلرزنی و دستگاههای جوش مختلف کابرد داشت. سالن دومی که در آن فعالیت داشتم سالن مخصوص رنگ بود که سالن بسیار پیشرفته و با کارایی بالا نشان می داد. در سالن مربوطه به سالن بدنه آزمایشی توسط اینجانب انجام گرفت که درآن به وسیله پانل اصلی تعداد تولید و سهم هر بخش در سرعت تولید بدنه ها را ثبت نمودم که می توان به وسیله نتایج حاصل از آن می توان به سرعت تولید بدنه افزود.این فایل شامل : صفحه نخست ، فهرست مطالب و متن اصلی می باشد که با فرمت ( word ) در اختیار شما قرار می گیرد.(فایل قابل ویرایش است )تعداد صفحات : 104
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.
دانلود گزارش کارآموزی شرکت گرافیکی

دانلود گزارش کارآموزی شرکت گرافیکی
فرمت فایل دانلودی: .zipفرمت فایل اصلی: word
تعداد صفحات: 19
حجم فایل: 13 کیلوبایت
قیمت: 3600 تومان
در زیر به مختصری ازعناوین و چکیده آنچه شما در این فایل دریافت می کنید اشاره شده است :مقدمه تاریخچه ی محل کار آموزی فعالیت های محل کارآموزی گزارش کارآموزی نتیجه گیری مقدمه: در ابتدای کار که من وارد شرکت شدم متوجه شدم که کار خود را باید با برنامه فلش Flash Mx آغاز کنم. یعنی فهمیدم که قبل از آغاز به کار باید برنامه ی فلش را کامل بشناسم و بتوانم طرز استفاده ی درست و به موقع ابزار را بلد باشم. سپس توانستم با بهره گیری از اطلاعات و تجربه های مدرس کار آموزیم، با برنامه فلش کاملاً آشنا شوم. درابتدای کار، دست من زیاد آزاد نبود و مدرس کارآموزی نیز من را در انجام کارها راهنمایی می نمود اما در اوایل هفته ی سوم من به تنهایی کار خود را آغاز نمودم و دیگر از نقطه نظرات وی استفاده نکردم. و خواستم که خودم به تنهایی در ایجاد صفحات کوچک فلش سهیم باشم. بنابراین با ایجاد چند صفحه ی کوچک از برنامه ی فلش توانستم توجه مدرس کار آموزیم را نسبت به کارهای اجرایی جلب کنم. در ضمن من همچنین در این شرکت در کارهای photoshop در زمینه های مختلف مانند ترمیم و باز سازی عکس ها فعالیت چشمگیری داشتم. تاریخچه:این شرکت گرافیکی از سال 1376 شروع به کار نمود. این شرکت با تولید نرم افزار هنر هفتم کار خود را نیز آغاز نمود. در ابتدای کار CD های تولید شده چند رسانه ای نیز بود. در سال 1377 با تولید CD های طالع بینی، ویندوز فارسی نوین، تهران قدیم، و صدور یک کتاب کامپیوتری و موسیقی کلاسیک عملاً کار خود را به عنوان تولید کننده های نرم افزاری و گرافیکی آغاز نمود. همچنین این شرکت در کارهای خود نیز از دیزاینهای بسیار جالب گرافیکی نیز استفاده می نماید. نام این شرکت در ابتدای کار یا شاید بهتر باشد که گفت از آن زمان به نام شرکت مهندسی پژوهشی نوین نیز بود اعم فعالیت های شرکت عبارتند از تهیه و تولید و جمع آوری اطلاعات تاریخ سینمای ایران درقبل و بعد از انقلاب به صورت 2 زبان و همچنین استفاده از طرح ها و ایجاد کمپوزیسیون جذاب و دیدنی در کار ناگفته نماند که این شرکت نه تنها از تولید و ایجاد نرم افزارها دست داشته، بلکه در کارهای گرافیکی این CD نیز نقش بسیار مهم را ایفا کرده است. بنابراین هر جا که مانامی از این CD های نرم افزاری می آوریم، باید توجه ی اقدامات و فعالیت های گرافیکی برای جمع آوری تولید و این CD ها شویم. از فعالیت های دیگر این شرکت می توان از CD های آموزشی با بیست از شصت عنوان، مبتکر تهیه و تولید CD های بازی فارسی با بیش از 40 عنوان از جمله فیضا، جک فردور، مجری علامت، سام، جراجد، اقامتگاه شیطان و غیره را نام برد. بزرگترین تولید کننده ی محصولات آموزشی زبان با بیش از 20 عنوان از قبیل American Headway ,Ture toLife, New interchana و انجام پروژه های متعد برای شرکت ها و موسسات مختلف در حال حاضر این شرکت نام تجاری آریانا با بیش ار 80 عنوان محصول در بازار ایران به عنوان یکی از قطب های تهیه و تولید CD های آموزشی و تفریحی و فرهنگی شناخته شده است.این فایل شامل : صفحه نخست ، فهرست مطالب و متن اصلی می باشد که با فرمت ( word ) در اختیار شما قرار می گیرد.(فایل قابل ویرایش است )تعداد صفحات : 19
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.
گزارش کارآموزی برق مجتمع گل گهر

گزارش کارآموزی برق مجتمع گل گهر
فرمت فایل دانلودی: .zipفرمت فایل اصلی: word
تعداد صفحات: 15
حجم فایل: 12 کیلوبایت
قیمت: 3400 تومان
در زیر به مختصری ازعناوین و چکیده آنچه شما در این فایل دریافت می کنید اشاره شده است :مقدمه:مجتمع معدنی گل گهر یکی از بزرگترین پروژه های کشور است.کار این مجتمع جدا کردن آهن از سنگ آهن می باشد.این پروژه توسط دو فاز اجراء می شود که البته فاز 1و2 مثل هم است .حال برای اینکه این پروژه بیشتر و سریعتر قابل بهره برداری باشد فاز3 یا فاز طرح و توسعه ای در دست برنامه ریزی و ساخت است .کار آموزی من در شرکتی است که مسولیت کلی راه اندازی برق طرح توسعه را بعهده دارد.مجتمع فولاد مبارکه و نورد اهواز توسط براده آهنی که از گل گهر استخراج می شود تغذیه می شوند .البته براده آهنی که قرار است به نورد اهواز برود ابتدا به کشور بحرین می فرستند تا کار گندله سازی انجام شود و بعد دوباره وارد کشور می شود و به اهواز می رود.البته قرار است که بعد از اجرای فاز3 طرح گندله سازی در کشور در خود منطقه گل گهر اجراء شود ،که بسیار پروژه عظیمی است و ما امیدواریم این پروژه هم هر چه سریعتر اجراء شود.در اینجا لازم می دانم که یک توضیح مختصری در مورد چگونگی عملکرد پروسه گل گهر سیر جان بدهم.پس از انفجار دینامیت در معدن که این کار توسط یک شرکت خاصی انجام می شود ،سنگ توسط سنگ شکن به قطعاتی کوچک تبدیل می شود و سپس توسط نوار نقاله ای به سیلوهای انتقال می یابد .از این پس توسط یک نوار نقاله دیگر از سیلو به آسیاب خشک انتقال می یابد.قبل از ورود به آسیاب خشک در یک قسمتی مقداری آب به آنها پاشیده می شود تا مقداری رطوبت گرفته تا عمل آسیاب راحت تر و همچنین از بلند شدن گرد و غبار جلو گیری کند.پس از اینکه سنگ ها به ذرات ریز مورد نظر تبدیل شد ،وارد دستگاهی بنام کلاسیفایرClasfire می شود.در اینجا است که ذرات موجود بر اساس وزن به Screen (غربالها)یا به سیکلنها راه می یابند.ذراتی که از screen عبور می کنند اجازه ورود به اربینها را پیدا می کنند.سپس وارد جدا کننده خشک می شوند.در این مرحله مقداری از الکن آن گرفته می شود و مقدار آلکنی که قصر می رود وارد میدل بینها خواهند شد و سپس از آنجا وارد مرحله آسیاب تر می شود در این مرحله پس از عبور از آسیاب تر وارد سپرتورهای (جداکننده های)تر و سپس فیلترها خواهند شد که فیلتر ها باعث جدا شدن آب از آهن شده و آهن خالص توسط نوار نقاله به خارج راه پیدا می کند .اما ذراتی که پس از خروج از کلاسیفایر وارد سیلکنها می شوند پس از جدا شدن مرحله ایی را مانند آنچه که قبلا گفته شد طی می کنند.اما مقدار آهن و غباری که از سیلکنها بیرون می رود وارد (گتماهی به نامESP Eictro-static-sprator) )می شود که در این مرحله آهن موجود در گرد غبار توسط ESPگرفته می شود و غبار باقیمانده توسط دودکش که ارتفاع آن حدود 50 متر است بیرون می رود.پروسهESP :در داخل سه مخزن بزرگ تعداد زیادی صفحه های مشبک که به عنوان قطبهای مثبت و منفی عمل کرده و ولتاژ زیادی روی آنها اعمال می شود و باعث جذب ذرات می شوند قرار گرفته است و با ایجاد ضربه یا شوک این ذرات از روی صفحات جدا شده و به داخل قیف یا hopper فرو می ریزند و دهانه hopper بوسیله یک سری المنت های حرارتی که به صورت Lope دور تا دور دهانه قرار گرفته اند و در انتها به ترموستات وصل می شوند این گرما باعث می شود تا از چسبندگی این مواد در دهانه هاپر جلوگیری شود بعد از ریختن از داخل هاپرها بر روی یک سری نوار نقاله ایی ریخته و بارگیری می شود و گرد و غبار آن با آب قاطی شده و به صورت دوغ آب بیرون رفته و به بیابانهای اطراف ریخته می شود.این فایل شامل : صفحه نخست ، فهرست مطالب و متن اصلی می باشد که با فرمت ( word ) در اختیار شما قرار می گیرد.(فایل قابل ویرایش است )تعداد صفحات : 15
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.
دانلود گزارش کارآموزی در شرکت قالبسازی فیکس

دانلود گزارش کارآموزی در شرکت قالبسازی فیکس
فرمت فایل دانلودی: .zipفرمت فایل اصلی: word
تعداد صفحات: 66
حجم فایل: 40 کیلوبایت
قیمت: 6600 تومان
در زیر به مختصری ازعناوین و چکیده آنچه شما در این فایل دریافت می کنید اشاره شده است :قسمت قالبگیری روشی که در اینجا استفاده می شود روش قالبگیری co2 می باشد .ماده دیر گداز + چسب + فعال کننده چسب + سایر مواد ماسه سیلسی + سیلیکات سدیم + گاز co2 + .. . پس از تهیه قالب به منظور ایجاد استحکام کافی از قالب آن را تحت دمش گاز co2 قرار می دهند تا باعث اتصال ذرات ماسه یه یکدیگر می شود .از مزایای این روش : 1- دقت ابعادی و صافی سطح خوب 2- قابلیت شکل پذیری خوب معایب این روش : 1- استحکام باقی مانده زیاد 2- عمر مفید کم (جذب گاز از محیط)این روش برای مدلهای صفحه ای بیشتر استفاده می شود چون استحکام زیاد آن باعث می شود تا صفحه کمتر خم شود . در بخش قالبگیری برای تهیه قالبی با توجه به قطعه مورد نظر به مواد زیر نیز احتیاج داریم :1- مدل (بر اساس قطعه مورد نظر) 2- درجه 3- ماسه 4- گاز co2 5- تغذیه 6- راهگاه 7- ماهیچه (بر اساس قطعه مورد نظر ) 8- پودر سپاریت 9- سیخ … مدلهای مورد استفاده در این قسمت در قسمت مدلسازی آماده می شود .مدلهای مورد استفاده عبارتند از : 1- مدلهای یک تکه 2- مدل صفحه ای با سیستم راهگاهی 3- مدل همراه قطعه آزاد مدلها از لحاظ جنس به صورت فلزی و چوبی می باشند .نحوه قالبگیری مدل صفحه ای به این گونه است که تای رو و زیر مدل روی صفحه چوبی قرار دارد و راهگاه فرعی آن روی صفحه چوبی در نظر گرفته شده است و هر دو تای جداگانه قالبگیری می شود و بعد از اتمام کار روی هم قرار می گیرند .درجه : جعبه ای است فلزی که حاوی ماده قالبگیری است و قالب به کمک آن تهیه می شود . درجات تای رو زیر را تشکیل می دهند . تعداد درجات در هر تای ممکن است متفاوت باشد . کوچکترین درجه ای که در کارخانه موجود بود حدوداً به اندازه 1*1 و بزرگترین آن 2*2 است .انواع ماسه مورد نیاز برای قالبگیری :1- ماسه سیلیسی : این ماسه عمده آن حاوی اکسید سیلسیم است و دمای زینتر آن 171 درجه سانتیگراد . ماسه سیلیسی را بعد از مصرف ماسه کرومیی روی قالب استفاده می کنند . ماسه سیلیسی توسط دستگاه میکسر ماسه سیلیسی با چسب سیلیکات سدیم مخلوط شده و آماده استفاده می شود . ماسه سیلیسی طبیعی تا 20 % خاک رس دارد ولی ماسه سیلیسی مصنوعی کمتر از 2 % خاک رس دارد . ماسه سیلیسی دارای انبساط زیاد می باشد که با اضافه کردن یک سری مواد از انبساط آن می کاهیم .ترکیبات شیمیایی قابل قبول برای ماسه های سیلیسی درجه 1 : sio2 Al2o3 اکسید آهن اکسیدهای قلیایی خاکی اکسیدهای قلیایی 96% 5/1% 1% 75/. % 1% این نکته حائز اهمیت است که ماسه سیلیسی را نباید محکم کوبید به دلیل انبساط آن .2- ماسه کرومیتی : fecr2o3 1- دمای زینتر این ماسه 1900 – 1780 درجه سانتیگراد می باشد .2- رنگ این ماسه سیاه است . 3- این ماسه دارای پایداری بالایی در دماهای بالا می باشد . 4- خاصیت مبرد بودن هم دارد .ماسه کرومیتی روی سطح مدل را می پوشاند . این ماسه در دستگاهی به نام میکسر ماسه کرومیتی درست می شود .این فایل شامل : صفحه نخست ، فهرست مطالب و متن اصلی می باشد که با فرمت ( word ) در اختیار شما قرار می گیرد.(فایل قابل ویرایش است )تعداد صفحات : 66
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.
گزارش کارآموزی رشته مکانیک، در شرکت فرودگاههای کشور

گزارش کارآموزی رشته مکانیک، در شرکت فرودگاههای کشور
فرمت فایل دانلودی: .zipفرمت فایل اصلی: doc
تعداد صفحات: 44
حجم فایل: 45 کیلوبایت
قیمت: 6500 تومان
توضیحات:
گزارش کارآموزی رشته مکانیک، در شرکت فرودگاههای کشور، در قالب فایل word و در حجم 44 صفحه.
بخشی از متن:
اداره فنی و تجهیزات فرودگاههای کشور در ضلع شمالی فرودگاه مهر آباد قرار گرفته است و دارای یک محوطه جداگانه از فرودگاه می باشد.
این اداره از ادارات شرکت فرودگاههای کشور و تحت نظارت سازمان هواپیمایی کشوری وابسته به وازت راه و ترابری می باشد، شرکت فرودگاههای کشور شامل ادارات دیگری از جمله اداره تشریفات ، اداره تدارکات و سایر ادارات مربوطه می شود. این اداره شامل اداره جات فنی منطقه می باشد ، از جمله اداره ماشین آلات - اداره برق و قدرت ، اداره خرید ، اداره تاسیسات می باشد .
محدوده خدمات این اداره در بخش روشنایی و برق باندهای فرودگاههای کشور می باشد که توسط اداره برق که دارای ترانس ها و ژنراتورهای بسیار بزرگ می باشد و تکنسین ها و مهندسین مربوط در آن مشغول به کار می باشند.
در اداره ماشین آلات تعمیر و سرویس و نگهداری ماشیم ها و اتومبیل ها و تمامی قطعات مکانیکی مورد استفاده در فرودگاهها و اتومبیل های تحت اختیار شرکت فرودگاهها ، سازمان هواپیمایی کشوری پلیس فرودگاه و کامیونت های حمل و لیفتراک و ماشینهای مخصوص خط کشی باندها در این مکان صورت می گیرد.
این اداره شامل قسمت های مختلفی می باشد از جمله کارگاه اتومبیل های بنزینی - کارگاه دیزل - کارگاه برق خودرو - کارگاه صافکاری - کارگاه نقاشی - کارگاه پنچر گیری و کارگاه تعویض روغن و کارگاه تراشکاری می باشد.
این محوطه در یک سوله در حدود 1500 متر در اختیار دارد که دفاتر مسئولان نیز در همین قسمت می باشد. مسئول اداره ماشین آلات آقای مصطفوی است که مسئول کار آموزی اینجانب نیز بوده است . در قسمت دیگر از اداره ماشین آلات انبار وجود دارد که قطعات مورد نیاز کارگاههای موجود در اداره را تامین می کند.
هر یک از کارگاههای نامبرده شده در قسمت قبل دارای چند تکنسین و کارگر فنی و یک مسئول بوده اند ، که اینجانب در کارگاه اتومبیل های بنزینی بنابر صلاحدید سرپرست کاآموزی مشغول بوده ام.
در این کارگاه اتومبیل های سواری از جمله پیکان ، پژو - رنو- پاترول - وانت مزدا -و دیگر اتومبیل های دولتی مربوط برای تعمیر و عیب یابی و سرویس مراجعه می کردند و رسیدگی می شدند .
مهمترین کارهای صورت گرفته که توسط اینجانب در کنار تکنسین های این بخش که بر روی این اتومبیل ها صورت می گرفته بدین صورت بود:
تنظیم موتور - تنظیم دلکو - تنظیم کاربراتور - تشخیص عیوب - تعویض لنت های جلو و عقب – تعویض قطعات معیوب - تنظیم و رگلاژ ترمز و کلاچ- تعویض قطعات رادیاتور از جمله عیب آب – ترموستات و اتصالات .
بازدید سطح روغن ترمز و کلاچ - بازدید باتری - و در نهایت تائید عیوب برای انجام تعمیرات در خارج از اداره این کارگاه دارای 5 نفر کارگر فنی می باشد که همگی در استخدام اداره می باشند و ساعات کاری از 7 صبح تا 5/3 عصر می باشد.
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.
کارآموزی مجتمع فولاد خراسان- بخش تعمیرات جرثقیل ( قسمت برق)

کارآموزی مجتمع فولاد خراسان- بخش تعمیرات جرثقیل ( قسمت برق)
فرمت فایل دانلودی: .zipفرمت فایل اصلی: word
تعداد صفحات: 24
حجم فایل: 2294 کیلوبایت
قیمت: 4700 تومان
xدر زیر به مختصری ازعناوین و چکیده آنچه شما در این فایل دریافت می کنید اشاره شده است :اهم فعالیتهای انجام شده کار آموزیبا توجه به گستردگی کار در واحد فولاد پس از گذشت زمانی سه روزه جهت آموزشهای مقدماته بهداشت و ایمنی و تعیین موقعیت سرپرست ،کار در واحد جرثقیل شروع شد. در سراسر کار می بایست کارآموز در کنار مسئول شیفت بماند و از نحوه انجام فعالیتهای وی جستجو و تفحص به عمل آورد. وی نکاتی در رابطه با چگونگی عملکرد دستگاه را در اختیار کارآموز قرار می داد و وی اقدام به نگارش و جمع آوری مطالب یاد شده می نمود در نهایت امر پس از کسب اطلاعات کافی در زمینه کاری، مطالب این گزارشکار تنظیم شده است.واحدهای کاری طوری بود که از ساعت 7 شروع و تا ساعت 4:20 عصر ادامه می یافت. در این زمان در صورت وقوع مشکلی در واحد می بایست سریعاً با مسئول شیفت به واحد مراجعه نموده و سرپرست به همراه سایر کارگران و تکنسین ها اقدام به رفع عیب می نمود.بدترین شرایط کار در واحد ذوب قراضه ها حاکم بود. ارتفاع 25 متری جرثقیل در کنار کوره ذوب همراه با دود و اختناق شدید و گرد و خاک و لغزنده بودن محیط، رفت و آمد، خود محیطی را پدید می آورد که احتمال خطر جانی زیادی را فراهم می آورد. وجود ولتاژهای بسیار بالا در محیط کار جرثقیل خود یکی از مواردی بود که دقت عمل زیادی را در زمینه کار در آن محیط می طلبید در عین حال تنوع کار و محیط کاملاً صنعتی، خود تا حدودی کسالت و خستگی را از تن بیرون می کرد.در بعضی از روزها آنچنان کارها زیاد می شد که لازم بود از چند صد پله بالا و پایین رفت و در بعضی از روزها نیز پشت میز نشینی سخترین کار بود بهرحال کار در چنین محیط خشنی دقت عمل خاص خود را می طلبید.در سراسر محیط کار با تابلوهای مختلفی روبه رو بودیم که مبنی بر وجود خطرهای مختلف در آن محیط هستند که می بایست با رعایت نکات ایمنی که قبلاً آموزش داده شده بود خود را از آن ایمن داشت .در مدت 33 روز حضور ما در این واحد می بایست بازدیدهای مختلفی را از سایر واحدهای جرثقیل می داشتیم تا تجربیات خود را در این زمینه تکمیل نمائیم .البته مهمترین واحد برای یک کار آموز الکترونیک در این مجتمع بخش اتوماسیون برق و آزمایشگاه الکترونیک بود، اما به دلیل حساس و حیاتی بودن و در عین حال وجود اطلاعات محرمانه از حضور کارآموز در این واحد ممانعت به عمل می آمد. درعین حال پس از گذشت این زمان اطلاعاتی به شرح گزارش زیر تدوین نمودم که امیدوارم مورد توجه استاد محترم قرار گیرد.این فایل شامل : صفحه نخست ، فهرست مطالب و متن اصلی می باشد که با فرمت ( word ) در اختیار شما قرار می گیرد.(فایل قابل ویرایش است )تعداد صفحات : 24
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.
دانلود کارآموزی فورجینگ و تکنولوژی آن

دانلود کارآموزی فورجینگ و تکنولوژی آن
فرمت فایل دانلودی: .zipفرمت فایل اصلی: word
تعداد صفحات: 46
حجم فایل: 670 کیلوبایت
قیمت: 5800 تومان
در زیر به مختصری ازعناوین و چکیده آنچه شما در این فایل دریافت می کنید اشاره شده است :فصل اولصنعت فورجفرم و شکل دهی فلزات گداخته یا تحت فشار قرار دادن آنها، توسط قالبهای فورج و یا پرسهای هیدرولیکی یا پنوماتیک و یا پتکهای ضربهای را صنعت فورجینگ مینامند. اکثر قطعات صنعتی در صنایع مهم مانند ماشینسازی، خودروسازی و صنایع نظامیبا روش فورج تهیه میشوند. عملیات فورج قطعات را میتوان با استفاده از پتکهای تمام اتوماتیک و پیشرفته که قادر است تعداد ضربات لازم و ارتفاع صحیح هر ضربه را کنترل و تنظم نماید، تعیین نمود. در روش فورجینگ (آهنگری) مواد کار با قابلیت کوره کری، و در حالت گداخته، فرم لازم را میگیرند. این قطعات دارای مقاومت و استحکام بیشتری نسبت به قطعات مشابه ماشینکاری شده هستند. زیرا در پروسهی آهنگری مواد اولیه قطعات به هم فشرده شده و قعطات مهمیمانند میل لنگها، دسته پیستونها، آچارها و . . . ساخته میشوند. از قابلیتهای روش فورج در تولید فرآورههای صنعتی میتوان به کاهش هزینه و انبوهی تولید و از معایب این روش به کمتر دقیق بودن قطعات تولید شده اشاره کرد. اکثر قلزات چکشخوار مانند فولادها، و آلیاژهای مس، آلیاژهای آلومینیوم و . . . قابلیت عملیات آهنگری را دانرد. چدن خاکستری جزء فلزاتی است که خاصیت آهنگری نداشته، زیرا امکان شکستگی در آن وجود دارد. قابلیت کورهکاری و فورج قطعات فولادی؟، به مواد آلیاژی موجود در آن ها بستگی دارد. هر چه مقدار کربن فولادها کمتر باشد، میتوان حرارت شروع آهنگری را افزایش داد.در پروسهی فورجینگ با افزایش مدقار کربن در فلزات، از قابلیت فرم گیری و آهنگری آنها کاسته میشود. همچنین فولادهایی برای عملیات فورج مناسب میباشند که مقدار فسفر و گوگرد آنها از 1% بیشتر نباشد و اگر مقدار گوگرد در وفلاد زیاد باشد باعث ایجاد شکستگی و ترکهایی بر رئی فولاد گداخته میگردد. در ساخت قالبهای فورج از روشهای جدید تکنولوژی ماشینکاری و اسپارک استفاده میکنند، به این شکل که ابتدا محفظهی قالبهای فورج را با روش سنتی ماشینکاری میکنند و اندازهی نهایی را با ساختن الکترودهای مسی که شکل و ابعاد دقیق قطعه کار است، با عملیات اسپارک اورژن انجام میدهند. البته مدلهای مسی (الکترودها) با روش کپی کاری گرافیت روی دستگه سه بعدی کپی ساز طراحی و ساخته میشوند که در بخشهای بعدی کتاب مورد بحث قرار میگیرد. در طراحی و ساخت قالبهای فورج باید به قدرت بولکها، اسکلت قالبهای فورج، با توجه به فشار بالا، و مدقار تناژ لازم و نیرویی که برای تولید به کار میرود، توجه نمود. بلوکها و ساختمان قالب باید توانایی تحمل فشارهای عمودی (فشارهای پرسی) و فشارهای جانبی (عکسالعمل داخلی قالب ) را داشته باشند و در به کارگیری فولادهای آلیاژی با استفاده از جداول فولادها ، بهترین انتخاب را انجام داد.• اصول طراحی قالبهای فورجقالبهای فورج با استفاده از تکنولوژی پیشرفته و محاسبات دقیق و به کارگیری نرم افزارها و تجارب کاربردی طراحی میشوند. خاصیت تغییر فرم پذیری قطعات فلزی بر اثر حرارت، فشار و ضربهی قابلیت فورجینگ آنها میباشد. فلزاتی مانند فولادها، آلیاژهای مس، آلومینیوم و غیره خصیت این شکلپذیری در پروسهی فورجینگ (آهنگری) را دارند. قطعات فورج کورهکاری شده، دارای کیفیت و قدرت بیشتری هستند. در طراحی قالبهای فورج، خواص فیزیکی، تکنولوژیکی، قابلیتهای آهنگری و کوره کاری فلزات که تعیین کننده هستند، باید در نظر گرفته شوند. طراح قالبهای فورج برای پتککاری آلیاژهای مقاوم در برابر دما، باید توجه ویژهای نسبت به طرح مواد قالب و عملیات ماشینکاری و قالب سازی داشته باشد و در پروسهی پتک کاری آلیاژها، قالبهای فورج باید دارای مقاومت، تحمل حرارت بالا و استحکام لازم باشند. در طراحی قالبهای فورج، نیازی نیست حفرههای قالب از حفرههایی که برای پتککاری همان شکل از فولاد استفاده میشود، متفاوت باشد. به خاطر لزوم نیروی بیشتر برای پتککاری آلیاژهای ضد حرارت باید توجه بیشتری به نیروی قالب به منظور جلوگیری از شکستگی معطوف شود. قالبهای اصلی باید ضخیمتر باشند. یا تعداد فرورفتگیهایشان کمتر باشد. برای قالبهای بسیار عمیق باید از حلقههای تکیهگاه استفاده شود تا از شکستن قالب جلوگیر کند. آلیاژهای آهندار در قالبهایی ریخته میشوند که قبلاً برای قالب گرفتن همان شکل از فولاد Forged steel آهنگری شده استفاده میشد. برای پتک کاری آلیاژهای نیکلدار، از قالبهاییی که قبلاً برای فورج فولاد به کار رفته است استفاده نمیشود. این آلیاژها نیازمند قالبهایی که قبلاً برای فورج فولاد به کار رفته است استفاده نمیشود. این آلیاژها نیازمند قالبهای قویتر هستند. در طراحی و ساخت قالبهای فورج، کاربرد مستمر و طول عمر قالب یک مشکل بزرگ در پتککاری آلیاژهای ضد حرارت است و اغلب قالبها باید بعد از کوبیدن حدود 400 قطعه مودد بازسازی قرار گیرند. در مقابل، اگر فولاد کربن به همان شکل ریخته شده باشد قالب ها عموماً قبلاز بازسازی اصلی قادر به تولید 10000 تا 20000 قطعه، پتک کاری خواهند بود. این تفاوت مربوط به نیروی بیشتر آلیاژهای ضد حرارت در دمای بالا و تلرانس نزدیکتری است که معمولاً برای پتککاری آلیاژهای ضد حرارت لازم است. در نتیجه هر گونه تلاشی صورت میگیرد تا انتخاب مواد قالب درست و سختی و استحکام آن برای طول عمر قالب بیشتر باشد. اکثر قالبها برای پتککاری توسط چکش و ماشینهای پرس از فولاد ابزرای گرم کاری (Hot-work) مانند H13 و H12 و AISI H11 ساخته شدهاند. ایدهآلترین طول عمر قالب از قالبهایی به دست میآید که در اثر عملیات حرارتی صحیح درست شدهاند و به حداکثر ممکن سختی رسیدهاند. گر چه گاهی سختی باید فدای قدرت شود و از احتمال شکستگی قبل از درست شدن قالب جلوگیری شود. برای مثال، در قالبگیری پردههای توربین در یک پرس مکانیکی، سختی قالب فوق ممکن است از HRC 56-47 باشد. برای پتککاریهایی که از حداقل سختی برخومردارند قالب زیر در HRC 56-53 در مقابل حرارت عمل آورده میشوند و با افزایش شدت ضربه، میزان سختی قالبها کاهش مییابد. برای پتککاری در حداکثر سختی حدود HRC 49-47 استفاده میشود. در طراحی قالبهای لغزشی باید فرآیند پروسهای پتککاری پرچ گرم مورد بررسی دقیق قرار گیرد. فرآیند پتک کاری پرچ گرم تنها محدود به س یا ته میله نیست. به وسیلهی این کار میتوان مواد را برای پهنسازی در هر نقطه در طول میله جمع کرد. این شیوه بخصوص پهنسازی که میتواند روی میلههای گرد یا کتابی صورت یگرد نیازمند ابزار ویژهای به شکل قالبهای لغزشی است. این قالبها درچارچوب گیره قالب قرار میگیرند. یک نمونه از ترتیب قرارگیری قالب لغزشی در شکل 1-21 آورده شده است. با این روش یکی از قالبهای متحرک به طرف قالب ثابت که قطعه کار را نگه داشته حرکت میکند. کوبه (Ram) (قسمتی از پرس که قسمت بالایی قالب به آن بسته میشود) به آن میخورد و دو قسمت قالب را به درون و هب طرف مقابل دسته حدیده فشار میدهد تا به این ترتیب عمل پرچکاری (پهنسازی) انجام گیرد. عمل لغزش با پشتیبانی قالب توس یک قطعه برنجی، تسهیل میشود. قالبهای لغزشی توسط فنر یا کار گذاشتن یک قطعه جدید درون پرچ کننده جمع میشوند.این فایل شامل : صفحه نخست ، فهرست مطالب و متن اصلی می باشد که با فرمت ( word ) در اختیار شما قرار می گیرد.(فایل دارای عکس و قابل ویرایش است )تعداد صفحات : 46
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.
گزارش کارآموزی جایگاه آزمایشگاه فولاد سازی در فرآیند تولید

گزارش کارآموزی جایگاه آزمایشگاه فولاد سازی در فرآیند تولید
فرمت فایل دانلودی: .zipفرمت فایل اصلی: word
تعداد صفحات: 25
حجم فایل: 9415 کیلوبایت
قیمت: 4800 تومان
در زیر به مختصری ازعناوین و چکیده آنچه شما در این فایل دریافت می کنید اشاره شده است : مقدمه: اصولاً امروزه شهرکهای صنعتی بستر و شالوده رشد و ایجاد صنایع کوچک را فراهم می کند. سازمان صنایع کوچک و شهرکهای صنعتی ایران هم به ایجاد روبناها می پردازد و نواحی ، شهرکها و مدلهای مختلف توسعه اقتصادی نظیر خوشه های صنعتی را شکل می دهد و مقدمات ایجاد توسعه و تسهیلات لازم را برای این منظور فراهم می کند. و همچنین در کنار این سازمان صنایع کوچک و شهرکهای صنعتی درصدد پشتیبانی همه جانبه ، ایجاد تسهیلات ، آموزشها ، ارتقاء تکنولوژی و افزایش توان رقابتی صنایع کوچک بر می آید تا ان شاءا... این صنایع بتوانند جایگاه خود را در بازار جهانی بیابند. شهرستان نیشابور با توجه به ظرفیتهای بالا و موقعیت مناسب جغرافیایی و قرار گرفتن در مسیر جاده اصلی تهران – مشهد فاصله نزدیک به فرودگاه ، عبور خط راه آهن ، خطوط انتقال گاز، نیروگاه سیکل ترکیبی 150 مگاواتی به بستر مناسبی جهت سرمایه گذاری و توسعه این منطقه تبدیل شده است. در حال حاضر نیز با وجود حدود 400 واحد صنعتی به عنوان یکی از شهرهای بزرگ صنعتی کشور شناخته شده و در استان نیز از جایگاه ویژه ای برخوردار است. تاریخچه: شرکت شهرکهای صنعتی در سالهای اخیر به سازمان صنایع کوچک و شهرکهای صنعتی تغییر نام پیدا کرده است . این شرکت از سالهای قدیم شروع به فعالیت کرده است. مقّر اصلی این سازمان در تهران است و در مرکز استانهای صنعتی نیز شعبه دارد . این سازمان به صورت سهامی خاص اداره می شود و زیر نظر وزارت صنایع و معادن فعالیت می کند. همانطور که از اسم این سازمان مشخص است شهرکهای صنعتی زیر نظر این سازمان فعالیت می کنند. شرکت شهرکهای صنعتی خراسان رضوی یکی از شرکتهای فعال کشور می باشد که حدود 15 شهرک صنعتی مانند شهرکهای صنعتی خیام ، چرم مشهد ، بینالود ، توس و... زیر نظر این شرکت فعالیت می کنند. این فایل شامل : صفحه نخست ، فهرست مطالب و متن اصلی می باشد که با فرمت ( word ) در اختیار شما قرار می گیرد. (فایل قابل ویرایش است ) تعداد صفحات : 25 Normal 0 false false false EN-US X-NONE FA /* Style Definitions */ table.MsoNormalTable {mso-style-name:"Table Normal"; mso-tstyle-rowband-size:0; mso-tstyle-colband-size:0; mso-style-noshow:yes; mso-style-priority:99; mso-style-parent:""; mso-padding-alt:0in 5.4pt 0in 5.4pt; mso-para-margin-top:0in; mso-para-margin-right:0in; mso-para-margin-bottom:10.0pt; mso-para-margin-left:0in; line-height:115%; mso-pagination:widow-orphan; font-size:11.0pt; font-family:"Calibri","sans-serif"; mso-ascii-font-family:Calibri; mso-ascii-theme-font:minor-latin; mso-hansi-font-family:Calibri; mso-hansi-theme-font:minor-latin;}
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.
گزارش کارآموزی رشته علوم آزمایشگاهی؛ فیزیولوژی پزشکی

گزارش کارآموزی رشته علوم آزمایشگاهی؛ فیزیولوژی پزشکی
فرمت فایل دانلودی: .zipفرمت فایل اصلی: doc
تعداد صفحات: 15
حجم فایل: 25 کیلوبایت
قیمت: 3800 تومان
توضیحات:
گزارش کارآموزی با موضوع فیزیولوژی پزشکی، در قالب فایل word و در حجم 15 صفحه.
بخشی از متن:
اسیدهای آمینه ضروری:ده اسید آمینه را در گروه اسیدهای آمینه ضروری قرار میدهند چرا که بدن اساسا نمیتواند این اسیدهای آمینه را سنتز نماید و یا توانایی سنتز آنها را به مقدار کافی ندارد. بنابراین همانطور که از نام آنها پیداست، وجود آنها در رژیم غذایی ضرورت دارد.
اسید آمینه آرژانتین در دوران رشد، برای رفع نیازهای طبیعی مربوط به دوره نوزادی و کودکی ضروری است دوازده اسید آمینه دیگر به آسانی در بدن قادر به سنتز شدن میباشند و برای رفع نیازهای متداول فرد در طی زندگی کافی هستند.
اسیدهای آمینه غیرضروری: کاربرد واژه غیرضروری در مورد برخی از اسیدهای آمینه چندان درست نیست، چرا که تمام اسیدهای آمینه برای انجام اعمال متابولیکی و ساختمانی در بدن ضروری هستند با این حال، اطلاق واژه غیرضروری در این مورد مربوط به دوازده اسید آمینهای میباشد که به آسانی در بدن قابل سنتز میباشند و لذا حضور آنها در رژیم غذایی ضروری نیست.
تعادل: واژه تعادل نشاندهنده دریافت و مصرف نسبی مواد در بدن میباشد که برای حفظ سطح طبیعی این مواد در بدن و سلامت در همه حال ضروری است
تعادل پروتیین: پروتیینهای بافتهای بدن به طور مداوم به اسیدهای آمینه تجزیه میشوند که به این حالت کاتابولیسم میگویند. اسیدهای آمینه حاصله مجددا بر حسب نیاز در ساختمان پروتیینهای بافتی شرکت میکنند. به این حالت آنابولیسم گفته میشود. برای حفظ تعادل نیتروژن قسمت آمینو اسیدهایی که دارای نیتروژن میباشند، از طریق آمیناسیون تجزیه شده و سپس به آمونیاک (NH3) تبدیل میشوند و به شکل اوره، از راه ادرار دفع میشوند باقیمانده غیر ازتی اسید آمینه میتواند به صورت پیشساز کربوهیدراتها و چربیها مورد استفاده قرار گیرد و با این که در صورت نیاز، مجددا به اسیدهای آمینه دیگر تبدیل شود، سرعت نوسازی پروتیین و نیروژن در بافتهای مختلف براساس میزان فعالیت متابولیکی بافت مربوطه متغیر است. نوسازی بافتی فرآیند مداومی از دوباره شکلگیری، دوبارهسازی و تطابق است که در صورت نیاز برای حفظ تعادل کلی پروتیین در بدن صورت میگیرد. بدن همچنین تعادل بین پروتیین بافتی و پروتیین پلاسما را حفظ میکند که این به نوبه خود با دریافت پروتیین رژیمی در تعادل است. به این ترتیب با داشتن چنین سیستم تعادلی بدن قادر میشود ذخایر کافی از اسیدهای آمینه حاصل از پروتیینهای بافتی و پروتیینهای غذایی را برای رفع نیازهایش همواره در اختیار داشته باشد.
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.
گزارش کارآموزی خاک برداری و اجرای فنداسیون

گزارش کارآموزی خاک برداری و اجرای فنداسیون
فرمت فایل دانلودی: .zipفرمت فایل اصلی: word
تعداد صفحات: 41
حجم فایل: 44 کیلوبایت
قیمت: 5600 تومان
در زیر به مختصری ازعناوین و چکیده آنچه شما در این فایل دریافت می کنید اشاره شده است :فـهـرسـت مـطـالـبمقدمهدستورالعمل های حفاظتی و ایمنی کارگاه هاآشنایی کلی با مکان کارآموزیپاک سازی خرابهگودبرداریپیاده کردن نقشهبتون مگرقالب بندی فونداسیون و شمع بندیآرماتوربندیعلت استفاده و فولاد و میل گرد در ساختمان ها و پینحوه آرماتوربندیخم کردن آرماتوربتون ریزی فونداسیونمخلوط کردن بتوننحوه درست کردن ستون های فلزی با ورقاتصال ستون ها به فونداسیونتراز کردن ستون های عمودی با ستون های افقیعایق کاری تیر ورق هاساخت تیرچه طبقاتسقفکشیدن دیوار بیست و دو سانتی متریکشیدن تیغه های ده سانتی متریمـقـدمـهمحل کارآموزی در شهر اصفهان بوده و کارگاهی کـه در آنجا مشغول بـه گـذرانـدن دوره ی کـارآمـوزی بـودیم از عملیات خاک برداری از یک خرابه را شامل تا اجرای سقف اول بطول انجامید.با تشکر از هیات علمی دانشگاه آزاد اسلامی واحد خوراسگان مرکز زواره و سایر مسئولان، استاد راهنما جناب آقـای مهندس کیانی و سـایر اساتید کـه از هیچ گـونـه کوششی دریغ نکـرده و تـا این مرحله از تحصیل از زحمات بـی دریغ آنـان بهره مند بـوده ایم نهایت تشکـر و قدردانی را داریم.این فایل شامل : صفحه نخست ، فهرست مطالب و متن اصلی می باشد که با فرمت ( word ) در اختیار شما قرار می گیرد.(فایل قابل ویرایش است )تعداد صفحات : 41
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.
دانلود گزارش کارآموزی در خدمات فنی

دانلود گزارش کارآموزی در خدمات فنی
فرمت فایل دانلودی: .zipفرمت فایل اصلی: word
تعداد صفحات: 36
حجم فایل: 22 کیلوبایت
قیمت: 4700 تومان
در زیر به مختصری ازعناوین و چکیده آنچه شما در این فایل دریافت می کنید اشاره شده است :ترمزهای قرن بیست و یکمسیستم ترمز الکتریکی دلفی از تکنولوژی ABS در بسته آلومینیومی با کیفیت عالی استفاده می کند. لنتهای ترمز مستقیماً بر روی سطوح آلومینیوم وارد عمل می گردند. گشتاور چرخشی ترمز با استفاده از جریان مستقیم به منظور به کار انداختن موتور در مجموعه ترمز چرخ تولید می گردد.این سیستم از تکنولوژی بکار اندازنده موتور که اکنون در ABS VI بکار گرفته می شود بهره مند می گردد. هر چند ، مکانیسم به کار اندازنده در ترمز استوانه ای بکار انداخته می شود و جایگزین سیلندر ترمز چرخ هیدرولیکی معمولی میگردد. سیلندر اصلی یک ترمز هیدرولیکی جلویی دو کاناله را فراهم می آورد و در این استثناء کنترل کننده ترمزهای عقبی بر مبنای سیگنالهای حاصل از مبدل فشار در سیلندر اصلی پر انرژی می کند و این عمل را بوسیله سیم رابط به ترمز عقبی انجام می دهد.گیرنده بطور مداوم سرعت چرخ را در هر چرخ تنظیم می کند و مدول کنترل الکترونیکی (EMC) عملکرد مناسب ترمز را در هر چرخ عقبی محاسبه و سپس بکار می اندازد . عملکرد ترمزگیری در هر زمان و در هر چرخ عقبی بوسیله ECM به منظور فراهم آوردن تغذیه مناسب جلو به عقب و پهلو بهینه می گردد. این کار بالانس ترمز را تقریباً بطور ایده ال در دامنه وسیعی از شرایط عملکردی با توجه به تغییرات بار فراهم می آورد.سرویس عقبی ترمز معمول نمی باشد و خطوط ترمز هیدرولیکی عقبی معمول ،منابع تغذیه و مکانیسم های ترمز توقف را بر طرف می نماید . اگر وسیله نقلیه در حال حرکت باشد،ABS عقبی بطور اتوماتیک به کار می افتد . زمانیکه وسیله نقلیه متوقف می باشد، ترمز توقف کامل به کار می افتد.عملکرد ABS به عملکرد سیستم نزدیک می باشد.در اغلب وسایط نقلیه ای که محرک عقب هستند کنترل حرکت در بر گیرنده بخشهای اضافی نمی باشد چونکه ترمزها در زمان ممکن وارد عمل می گردند. مشخصه های سیستم دلفی-داشتن حجم سیستم کمتر تا پنچ کیلوگرم-ساختار حرارتی مناسب-تغذیه مناسب دینامیکی-بالانس ایده ال بدون به بارگذاری وسیله نقلیه-افزایش طول عمر لنتهای جلوییسیستمهای خودکار دلفی شرح کاربردی این نوع سیستم واحد کنترل الکترونیکی ABS ورودیهای روغن ترمز چرخ را تحت عملکرد قرار می دهد و سوپاپهای سلونوئیدی واحد کنترل هیدرولیکی (HCU) را کنترل و روغن را پمپ می نماید. در مورد حرکت ECU به کنترل HCU می پردازد و موجب کاهش گشتاور دورانی از طریق کنترل کننده جریان متوالی نیرو می گردد.مزایای ABS : کاهش سر و صدای صوتی افزایش کارآیی و پایایی وسیله نقلیه در سطح جاده طراحی فشرده و کوچک که با HCU مجتمع می گردد. دارا بودن تراشه های کم و هزینه اندک ABS با 3ICS عملکردهای اضافی نظیر کنترل حرکت که در ABS EUC متمرکز می گردند.مشخصه های تولید سیستم ABS پیاده سازی سه IC در مورد ABS HCU , ECU متمرکز شده در یک بسته واحد همراه با سیستم درونی که مجهز به رله یا تقویت کننده می باشد.عملکردهای سیستم ABS چک کردن میزان فشار تایر کنترل میزان کارکرد موتور (ETS) کنترل میزان کارکرد موتور و ترمز (TCS) عملکردهای متفاوت فرمان (VES) تغذیه مناسب دینامیکی عقبی (DRP) تقویت پایایی وسیله نقلیه Traxxar -(vse) موجب به حداکثر رساندن راندمان سیستم ترمز می گردد..که حرکت آزاد را موجب می گردد..قابلیت تغییر گشتاور دورانی خروجی در یک حلقه بسته که قابل مقایسه با ترمز دیسکی می باشد کنترل می گردد.. قابلیت کنترل حرکت0 دارای عملکرد ترمز توقف دینامیکی ABS0 دکمه فشاری کلید ترمز برای توقف در قالب حرکت به سمت چپ و راست کمک کننده است.0 دارای ترمز توقف کاملاً استاتیکی0 قابلیت و توانایی در بالا رفتن از سربالاییها0 توانایی در حرکتهای غیر پیوسته0 قابلیت افزایش عملکرد غیر خودکار وسیله نقلیهمزایا:-دارای ترمز پایی عقبی همراه با عملکرد تقویت شده-ABS (چرخهای عقبی)-کنترل حرکت در وسایط نقلیه ای که با چرخ عقبی حرکت می کنند -بالانس دینامیکی -تغذیه مناسب دینامیکی -پدال ترمز نسبت بهسیستمهای قبلی بهبود یافته و اصلاع شده-طول عمر بیشتر لنتها*سیستم های ترمز الکتریکی در سیستم دلفیاین سستم ها موجب تسهیل در توقف میگردند.عملکرد ترمز توقف با فشار کلید و یا قدرت دادن انتخابگر تغییر مکان در زمان توقف شروع به کار می کند.این فایل شامل : صفحه نخست ، فهرست مطالب و متن اصلی می باشد که با فرمت ( word ) در اختیار شما قرار می گیرد.(فایل قابل ویرایش است )تعداد صفحات : 36
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.
دانلود گزارش کارآموزی شهرک علمی و تحقیقاتی اصفهان

دانلود گزارش کارآموزی شهرک علمی و تحقیقاتی اصفهان
فرمت فایل دانلودی: .zipفرمت فایل اصلی: word
تعداد صفحات: 33
حجم فایل: 4247 کیلوبایت
قیمت: 4600 تومان
در زیر به مختصری ازعناوین و چکیده آنچه شما در این فایل دریافت می کنید اشاره شده است :آشنایی کلی با مکان کارآموزی آشنایی با دستگاههای مورد استفادهدر آزمایشگاههای متالوگرافی 1- دستگاه سنباده 2- دستگاه پولیش مکانیکی 3- دستگاه برش 4- دستگاه مانت 5- بررسی ریز ساختارهای انعکاسی با میکروسکوپ 6- پولیش شیمیایی - محلولهای اچ ) آشنایی کلی با مکان کارآموزی شهرک علمی و تحقیقاتی اصفهانIsfahan Science & Technology Townتاریخچه فشرده ای از روند شکل گیری شهرک 1372 تا 1376 : تعیین و تصویب اعضای هیأت موسس شهرک توسط شورای پژوهشهای علمی کشور، مکان یابی، تشکیل هیأت اجرایی به ریاست استاندارد و تأسیس دبیرخانه شهرک، تشکیل کمیته های تخصصی در شهرک، آغاز طراحی مرکز رشد فناوری، تهیه و تصویب اساسنامه در شورای عالی انقلاب فرهنگی و شروع فعالیتهای تحقیقاتی بر روی 35 پروژه در شهرک. 1377 تا 1378 : تصویب ردیف بودجه ملی برای شهرک، برگزاری اولین جشنواره شیخ بهایی، واگذاری 52 هکتار از اراضی مجاور دانشگاه صنعتی جهت احداث شهرک، انجام مطالعات اولویت یابی گرایشهای تخصصی شهرک. 1379 : راه اندازی مرکز رشد فناوری در ساختمان 22 بهمن، پذیرش و استقرار 17 واحد فناوری در مرکز رشد، ایجاد شبکه تحقیقاتی همکار، عضویت شهرک در انجمن جهانی پارکهای علمی (IASP) ، عضویت شهرک در انجمن پارکهای علمی آسیا. 1380 : راه اندازی دوره پیش رشد، راه اندازی آزمایشگاهها و کارگاههای تخصصی. 1381 : راه اندازی مرکز رشد فناوری تخصصی ICT و پیگیری استقرار مؤسسات مربوطه در ساختمان اصلی مرکز رشد در مجاورت دانشگاه صنعتی اصفهان، افزایش تعداد مؤسسات به 40 واحد. کلیات و اهداف شهرک علمی و تحقیقاتی اصفهان در شمال غربی شهر اصفهان، در مجاورت دانشگاه صنعتی واقع شده است و محلی است که واحدهای تحقیقاتی مستقل و یا وابسته به سازمانها و صنایع در آن متمرکز می شوند. این مجموعه که به صورت یک منطقه ویژه تحقیقاتی عمل می کند با ترویج فضای نوآوری و رقابت در میان شرکتها و مؤسساتی که فعالیت هایشان مبتنی بر علم و دانش است و همچنین با تعمیق ارتباط بین دانشگاهها و سازمانهای تحقیقاتی، واحدهای تولیدی و مراکز تصمیم گیری دولتی شرایط را برای رسیدن به هدف نهایی توسعه فناوری فراهم می سازد. ایجاد مراکز رشد (انکوباتورها) و کمک به تشکیل و رشد مؤسسات نوپا در زمینه تحقیقات و فناوری از اقدامات بنیادینی است که این شهرک در جهت نیل به هدف فوق انجام می دهد. کاهش فاصله فناوری با کشورهای توسعه یافته، نوسازی صنایع و افزایش توان رقابتی آنها، بومی سازی فناوری و ایجاد اشتغال مولد در بخش خصوصی برای فارغ التحصیلات جوان از دیگر اهداف این شهرک است.این فایل شامل : صفحه نخست ، فهرست مطالب و متن اصلی می باشد که با فرمت ( word ) در اختیار شما قرار می گیرد.(فایل قابل ویرایش است )تعداد صفحات : 33
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.
گزارش کارآموزی اسانس گیری

گزارش کارآموزی اسانس گیری
فرمت فایل دانلودی: .zipفرمت فایل اصلی: doc
تعداد صفحات: 153
حجم فایل: 580 کیلوبایت
قیمت: 13200 تومان
گزارش کارآموزی رشته کشاورزی گرایش گیاهان دارویی با موضوع اسانس گیری، در قالب فایل word و در حجم 150 صفحه.
بخشی از متن:
فساد و نگهداری از اسانسها: باید توجه داشت که بو و مزه اسانسها به ترکیبهای اکسیژنه موجود در آنها مربوط می باشد و از طرف دیگر باید در نظر داشت که بوی اسانسهایی که از ترکیبهای هیدروکربن ساخته شده اند، در مقایسه نسبی با ترکیبهای اکسیژنه مثل آلدهیدها، استونها، الکلها، استرها، اترها، اکسیدها و غیره کمتر می باشد. ترپنها و سایر هیدروکربنها خیلی کم در الکل محلول هستند و در معرض هوا به سرعت به علت اکسیده شدن و رزینی شدن خراب شده و در نتیجه بو و مزه اسانسها نامطبوع خواهند گردید. به همین علت سعی شده است که مقدار ترپینهای اسانسی که جهت معطر کردن فرآورده ها مورد استفاده قرار می گیرند مثل اسانس لیمو با استفاده از روش تقطیر از روش تقطیر جزء به جزء در فشار پایین کاسته شود به همین ترتیب اینگونه اسانسها بدون ترپن برای مدت بیشتری پایدار می مانند.
فهرست مطالب:
مقدمه
معرفی ۳ گیاه
۱- اوکالیپتوس
۲- اکلیل
۳- بابونه
انواع بابونه
بابونه کبیر
بابونه رسمی
بابونه وحشی
بابونه رومی
بابونه زرد
فصل دوم
اسانسها
تقطیر ساده
شیمی اسانسها
آشنایی با انواع مبرد
انواع کلونجر
تقطیر با بخار آب
تقطیر با آب و بخار
سوکسله
اسپکتروفتومتر
بازیافت کلروفرم
کاربرد اسانس
عوارض جانبی
جدول کارهائی که در این دوره انجام شده
منابع
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.
دانلود کارآموزی احداث ساختمان مسکونی

دانلود کارآموزی احداث ساختمان مسکونی
فرمت فایل دانلودی: .zipفرمت فایل اصلی: word
تعداد صفحات: 51
حجم فایل: 62 کیلوبایت
قیمت: 6200 تومان
در زیر به مختصری ازعناوین و چکیده آنچه شما در این فایل دریافت می کنید اشاره شده است :مقدمه: دانشجویان رشته عمران در دوره کاردانی که دوسال به طول می انجامد با درسهای تئوری آشنا میشوند وتا حدودی با مسائل مختلف ساختمان سازی آشنا میشوند ولی باز نیاز به کسب تجربه دارند وکسب این تجربه میسرنیست مگر انکه دانشجویان درسر کارمطالبی راکه در کتابها خوانده اند لمس کرده وبا چشم خ.ود طریقه انجام کارها راببینند وبه همین دلیل چهار واحد رابه همین امر اختصاص داده اند که این واحدها جزو مهمترین واحدهای این دوره می باشد.. فصل اول بررسی بخشهای مرتبط بابخش علمی کارآموزی: اولین نیازطبیعی انسان غذا می باشد زیرا انسان بدون خوراک قادربه ادامه حیات نیست .دومین نیازانسان مسکن می باشد ومکانی که در ان زندگی میکند وفرزندانش را بزگ میکند ودر ان به زندگی ادامه می دهد. مسکن تنها به ساختمان مسکونی ختم نمیشود بلکه شامل ساختمانهای اموزشی ودرمانی واداری نیز میباشد.به همین دلیل تمام ارگانها ونهادها نیازمبرم به ساختمان دارند. در تاسیس یک ساختمان نیازبه همکاری مهندس عمران ومعماروتکنسین ساختمان وحتی مهندس برق وتاسیسات نیز میباشد به همین دلیل رشته عمران مرتبط با تمام رشته هامیباشد. برسسی آموخته ها وپیشنهادات: اصولا کارهایی راکه برای احداث یک ساختمان صورت میگیرد بسیار گسترده میباشد وبه علت محدود بودن زمان کارآموزی نمیتوان تمام کارهای انجام شده رادید و از نزدیک لمس کرد.در این مجموعه سعی شده است تاحدودی به بیان مراحل مختلف اجراازقبیل تخریب وآماده سازی زمین وتجهیزکارگاه وساخت و اجرای بتن وقالب بندی وآرماتوربندی واجرای سقف تیرچه بلوک پرداخته شود. فصل دوم تخریب: زمین احداث این منزل مسکونی یک زمین صاف وهموارشده نبود بلکه یک ساختمان فرسوده وکلنگی بود که باید تخریب میشد. تخریب این ساختمان در دومرحله صورت گرفت که ابتدا سقف ان توسط کارگران تخریب شداما دیوارها وکف ان توسط لودرتخریب گردید وپس ازآن اقدام به خروج همه نخاله ها از محل کارگاه شد. قبل از این مرحله اقدام به بریدن همه تیراهنهای سقف توسط هوا برش شد و همه درب وپنجره ها و تمام کابینتها وشیرآلات ولوله های آب از محل کارگاه خارج شد. دو حلقه چاه نیزدرمحل وجود داشت که با شفته آهک وقلوه سنگ پر شد. رعایت اصول ایمنی در تخریب: قبل از هر چیز باید روش تخریب مشخص شود و کار برای عوامل اجرایی شرح داده شود. تخریب در معابر عمومی باید درمحوطه ای محصور با نرده های حفاظتی به ارتفاع دو متری انجام شود. کلیه کارگران میبایست مجهزبه کلاه ایمنی باشند ودر ساعات غیر کاری به هیچ عنوان نباید اقدام به برداشتن حصار کرد. تمامی راههای عبورومرور افراد غیر مسؤل به کارگاه باید مسدود شود. به هیچ عنوان نباید مسیر ریزش آوار به عنوان مسیراصلی انتخاب شود ودر هنگام عملیات تخریب از اب برای ته نشین کردن غبار در محیط جلو گیری شود. البته در اجرای اصول ایمنی درعملیات تخریب این پروژه ازحصار و نرده به علت خلوت بودن محیط استفاده نشد اما برای ایمنی و اطمینان بیشترراههای ورودی به صورت موقت مسدود شد وهمچنین از آب پاشی برای کم کردن گرد وخاک استفاده شد. این فایل شامل : صفحه نخست ، فهرست مطالب و متن اصلی می باشد که با فرمت ( word ) در اختیار شما قرار می گیرد.(فایل قابل ویرایش است )تعداد صفحات : 51
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.
دانلود گزارش کارآموزی احداث ساختمان رشته عمران ( جدید )

دانلود گزارش کارآموزی احداث ساختمان رشته عمران ( جدید )
فرمت فایل دانلودی: .zipفرمت فایل اصلی: word
تعداد صفحات: 39
حجم فایل: 6821 کیلوبایت
قیمت: 5700 تومان
در زیر به مختصری ازعناوین و چکیده آنچه شما در این فایل دریافت می کنید اشاره شده است :درشروع کاریک ساختمان طراحی شده طرحی درمقابل قراردارد که باهمکاری مهندس ساختمان تهیه می شود. برای اینکه طراحی واستراکچر درارتباط نزدیک بایکدیگر باید باشند. برای طراح سیستم باربر ساختمان نیاز به تجربه است که آن موجب انتخاب روش واقتصادی ماده ساختمانی ویک سیستم مناسب باربری می شود که هدایت درست عملیات ساختمان ساده ترین روش تقریبی محاسبه بسیار مهم است .طرح پس از اینکه به صورت قابل رویت ترسیم می شود محاسبات نهایی استاتیکی انجام می شود .درآخر وارد جزییات کار می شود سپس طرح نهایی اجرایی ترسیم می گردد.طراحی خوب همراه استراکچرمطمئن واقتصادی برای یک ساختمان نیاز به شناخت درمورد مصالح ساختمانی ، سیرنیرو ، اندازه ها ، اجراو نوع آن و همچنین نظارت وسیح ودقیق ، تمرین واستعداد ذاتی می باشد.بخاطر هماهنگی وتوضیحات واضح بین کارفرما ، مهندس ، شرکت اجراکننده ومسئولین ساختمان مثل شهرداریها می بایست برای ایجاد یک ساختمان مدارک زیر ارائه شوند.طراحی معماری ، محاسبات استراکچربانقشه های دارای پوزیسیول ، فهرست بهاء باتوضیحات مربوطه خصوصا نوع مصالحی که باید درآن استفاده شوند پلان زمانبندی وبرای مصالح ساخنمانی جدید و تازه عرضه شده ازتولیدهای مخصوص ، باید کنترل مخصوص درمورد مرغوبیت وایمنی ، احنمالا برگه آزمایش موجود باشد.تمام محاسبات باید به آسانی قابل کنترل باشند درصورت استفاده از فرمول خاص ازمنابع غیر قابل دسترسی آنها به اثبات برسند یعنی نحوه رسیدن به آن فرمول محاسبات باید حتی با گذشتن سالها قابل دسترسی و قضاوت باشد.داشتن اطلاعات اولیه اززمین ونوع خاک ازقبیل : مقاومت ، نوع خاک به ویژه ازنظر ریزش بودن وضعیت آب زیرزمینی، عمق یخبندان وسایر ویژگی های فیزیکی خاک آزمایش شود.به طور کلی نباید عمق پی کنی کمتر از50 سانتی متر باشد.درگود برداری پی هنگام اجرا ممکن است جداره ریزش یااینکه پی ساختمان مجاور زیر آن خالی شود که به وسیله شمع (ازنوع چوت یا آهن ) یا چیدن آجر به صورت پله ای مهارمی شود .یک راه دیگر که می توان انجام داد اجرا جزء به جزء است . ابتدا محل ستونها اجرا شود ودرمرحله بعد پس از حفاری تدریجی اجزاء دیگر دیوارسازی انجام گیرد.درزمینهای خاک دستی همان طور که از اسم آنها پیدااست خاکی است که ازمحل دیگر به زمین منتقل شده است ونباید ساختمان راروی آن بنا کرد ازمشخصات این زمینها است ووجود ذرات غیر طبیعی درآنهاست. درابتدا زمین کانال کشی شده بود که این کانال کشی برای بستن آرمارتو آماده شده دو طرف این کانالها راباآجر چیده شده که این عمل برای جلوگیری ازریزش خاک به داخل کانال درهنگام عملیات بتن ریزی انجام می گیرد . ذرات خاک مانع چسبندگی بتن می شود.کل کانالها رابایک بتن به نام متر که ازنظر سیمان دارای خلوص پاین است پوشیده می شود چون سیمان برای تحمل فشاریست که برای یک سطح صاف وجلوگیری ازقسمت شیره بتن می باشد. این بتنم به بتن نظافت معروف است ضخامت 10تا 15سانتی متر وعیار سیمان 100تا 150کیلوگرم سیمان است .سپس روی آجرهای این کانالها راباپلاستیک می پوشانند چون مانع از نشت شیر آب بتن به اطراف می شود.بتن ریزی سبب ارتباط وپیوستگی به عبارت دیگر یکپارچگی که دراثر بتن درجا بیم همه اعضاء بوجود می آید بافایده است.بتن غیر مسلح : نام قبلی بتن کوبیده شده برای فوئداسیون ، دیوارها ، دیوارهای مایل وغیره . وقتی که بارگذاری سبک است به بتن 50 ، 100 ، 150 مربوط است.بتن 150 ، 250 ، 350 برای دیوار زیرزمینی ، دیوارهای باریک باربر درساختمان یاپایه های کلفت در پل سازی است.بتن مسلح : برای اعضای ساده ساختمانی تحت بارگذاری ضعیف بدون خطر زنگ زدگی همچنین برای فونداسیون ولی نه برای اعضای ظریف.بتن 250 : برای ساختمان های معمولی بتن 350-450 : برای اعضای ساختمانی تحت بارگذاری بسیار قوی ، برای پلها وسایر کارهای رده بالای مهندسی اعضای پیش ساخته، اعضای بتن پیش تنیده ازهمه نوع.بتن 550 : بعنوان بتن درجا برای اعضای نه خیلی باریک پل ها که خصوصا تحت بارگذاری شدید قرار گرفته اند وسایر کارهای مهندسی درقطعات پیش ساخته حتی درساختمانهای بلند اعضای رده بالا وباارزش .بتن پیش تنیده :جنس بالاتر بتن تا 80 است که این بتن استاندارد شده نیست نیاز به اجازه مخصوص ازاداره نظارت ساختمان دارد . نیاز به کنترل ونظارت دقیق داشته واغلب باید آزمایش شود برای بتن پیش تنیده تراورسهای راه آهن خواسته می شود.برای انتخاب میل گردها بتن بستگی به نوع سازه دارد ومقدار فشاری که به بتن وارد می شود دارد . درهنگام آرمارتوربندی درقسمتهایی که فشار بیشتر وارد می شود (درجای شمعهای ساختمان) تراکم میلگردها بیشتر می باشد وازمیلگردهای قوی تر استفاده می کنند درهنگام آرماتوربندی ابتدا درمیلگرد رابه نام خرپا درکانال گذاشته میلگردها راروی آن پهن کرده وبخ وسیله سیمهای فولادی آنها رامی بیند وتا حالت یکپارچه گرفته وازطرفین کانال وازکف چند سانتیمتر 3 تا 5 فاصله دارد تا بتن کاملا اطراف میلگردهای فولادی رابپوشانند تا ازخوردگی آنها جلوگیری کنند که این فاصله معمولا بستگی به آب و هوا ونوع خاک منطقه دارد . مثلا درسازه های دریایی این ضخامت بیشتر است تا درمنطقه خاکی به علت مواد معدنی بیشتر درآب دریا درهنگام بتن ریزی باید کاملا دانه بندی بتن حفظ شود یعنی دریک منطقه دانه های درشت ودریک منطقه دانه های ریز قرار میگیردو نسبت سیمان به آب رعایت شود درهنگام تخلیه بتن از آن میدان فاصله ارتفاع بتن تا زمین نباید از 20/1 سانتی متر بیشتر شود.ودرهنگام بتن ریزی یا پمپ های هوا به داخل بتن هوا دمی می کنند تا یکنواختی ویکپارچگی کاملی بر بتن ایجاد شود دربعضی مواقع بتن ریزی دریک روز تمام نمی شود برای اینکه درروز بعد بتنی که می ریزند با بتن روزقبل کاملا به هم بچسبند بتن روز قبل رابا یک زاویه 45 درجه نسبت به افقی قطع می کنند وسطح آن رادرهنگام بتن ریزی مجدد آن کاملا شسته وتا کاملا تمیز شود که این سطح به نام سطح واریز معروف است. معمولا بعد از یک هفته قالبهای (آجر یاچوب یا صفحه های آهنی ) رابرداشته وبتن ریزی تمام می شود . باید توجه داشت درهنگام بتن ریزی صفحه های آهنی که برای قرارگرفتن شمع ها برروی آن دربتن ها قرار گرفته می دهند طبق نقشه های مهندسی کاملا درهمان فاصله واز نظر ارتفاع دریک سطح بایکدیگر قرارگیرند. این میله هایی که بوسیله مهره ها به این صفحه ها بسته شده نسبت به مقدار نیرو که به صفحه ها وارد می شود تعداد میله ها کم یا زیاد می شود از 4تا 9 میله بر روی آنها بسته می شود وانتهای این میله ها کاملا به سمت بیرون خم شده است وازتوع آج دار می باشد.سازه ساختمان ازمجموعه ای ازاعضا مثل تیروستون تشکیل شده تا بتواند نیروهای گوناگون مانند وزن ساختمان ، باربرف ، باد یازلزله را تحمل نماید وبه زمین منتقل کند. درطراحی هر سازه ظوابطی وجود دارد که می تواند باعث حداقل هزینه ، حداقل وزن ، حداقل زمان ساخت وحداکثر بهره می گردد.این فایل شامل : صفحه نخست ، فهرست مطالب و متن اصلی می باشد که با فرمت ( word ) در اختیار شما قرار می گیرد.(فایل قابل ویرایش است )تعداد صفحات : 39
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.
دانلود گزارش کارآموزی اگزوز برتر

دانلود گزارش کارآموزی اگزوز برتر
فرمت فایل دانلودی: .zipفرمت فایل اصلی: word
تعداد صفحات: 51
حجم فایل: 3813 کیلوبایت
قیمت: 3700 تومان
در زیر به مختصری ازعناوین و چکیده آنچه شما در این فایل دریافت می کنید اشاره شده است :آیا تاکنون به نقش و اهمیت سیستم اگزوز خودروها در کاهش آلودگی های زیست محیطی اندیشیده اید؟آیا به نقش آن درکاهش آلودگی های صوتی و تنفسی توجه کرده اید؟ و یا به نقش و جایگاه آن در مصرف بهینه سوخت و صرفه جویی های اقتصادی آن دقت کرده اید؟و خلاصه در یک کلام: آیا اگزوز برتر و نقش آن در هوای پاک، آسمان آبی و زمین سبز را می شناسید؟ هوای پاک و نقش آن در سلامت روحی و روانی اجتماع را چطور؟ سیستم اگزوز در خودرو به واقع قسمتی از موتور است که پس از آنجا عمل دم توسط سیستم سوخت رسانی در کاربراتور و یا انژکتور عمل بازدم موتور توسط این سیستم انجام می پذیرد و مکانیزمی است که در محل خروجی دود از منیفولد موتور استقرار یافته تا ضمن استهلاک امواج وتی و کاهش شدت صدای خروجی از موتور در حد استانداردهای مجاز شنوایی انسان، حرارت ناشی از احتراق در موتور را نیز به خارج از اتاق سرنشینان انتقال می دهد، ضمن آن که با عبور گازهای آلاینده محط زیست از لایه های محفظه زنبوری مبدل های کاتالیست کانورتور با افزایش سطح تماس و تسریع در واکنش های شیمیایی، گازهای سمی و آلاینده اصلی محیط زیست نظیر منو اکسید کربن و هیدروکربن های نسوخته را به دی اکسید کربن و آب که مواد سازگار و مورد نیاز طبیعتند تبدیل می کند. بدین منظور است که تولید و عرضه یک اگزوز برتر مبتنی بر دانش و طراحی عملی، ضمن کاهش آلودگی های صوتی و شدت صدا در حد شنوایی مجاز و کاهش و انتقال حرارت ناشی از احتراق در موتور، سازگاری با محیط زیست و کاهش آلودگی های تنفسی، با ایجاد فشار برگشت مناسب بر شرایط عملکردی موتور و مصرف بهینه سوخت نیز اثر گذارده و ضمن فراهم آوردن شرایط احتراق کامل در موتور خودرو، کاهش مصرف سوخت و صرفه جویی های ارزی و اقتصادی زیادی را نیز نصیب کشور می نماید. و اینک شرکت اگزوز راسان به عنوان بزرگترین تولید کننده اگزوز خودرو در ایران و از شرکت های تابعه گروه صنعتی قطعات اتومبیل ایران و با تکیه بر استراتژی تولید ناب و خط مشی مبتنی بر رقابت پذیری و نگرش آرمانی تولید در کلاس جهانی و شعار همگام با فن آوری – همراه با محیط زیست، همچنین با استقرار سیستم های مدیریت کیفیت و اخذ استانداردهای جهانی صنعت خودرو مبتنی بر استانداردهای ISO/TS و در مسیر تعالی و با پیشینه ای 25 ساله، در زمینه تولید انواع اگزوز خودروهای سواری شامل پیکان، پژو 405، پژو پارس، آردی، سمند، پژو 206، پراید، زانتیا و ... و انواع اگزوز دیزل برای اتوبوس، کامیون و تراکتور و ... برای شرکت های خودرو سازی، و بیش از یک صد نوع اگزوز خودرو برای بازار یدکی و صادراتی در شهرستان نیشابور، توانسته است با تکیه بر دانش فنی، طراحی و تولید به روز سیستم های اگزوز، نیروهای متخصص و کارآمد و دارا بودن آزمایشگاه های مجهز جهت انجام تست های ابعادی، عملکردی و دوام، بعنوان اولین متولی در انتقال تکنولوژی کاتالیست کانورتر در کشور و اخذ تاییدیه تولید تحت لیسانس از کمپانی معظم فورشیا faurecia فرانسه که بزرگترین تولید کننده سیستم های اگزوز در اروپا و تامین کننده اصلی پژو فرانسه است و همچنین با عنایت و توجه خاص به الزامات زیست محیطی و استاندارهای جهانی خودرو سازی و تکیه بر رقابت پذیری در کیفیت، قیمت و زمان تحویل در عرصه صنعت جهانی خودرو، به نقش و رسالت عظیم خود در کشور آگاه است و به افق های روشن آینده ای سبز با آسمان آبی می اندیشد.این فایل شامل : صفحه نخست ، فهرست مطالب و متن اصلی می باشد که با فرمت ( word ) در اختیار شما قرار می گیرد.(فایل قابل ویرایش است و دارای عکس میباشد )تعداد صفحات : 51
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.
دانلود گزارش کارآموزی نقش سیستم اگزوز در خودرو ها

دانلود گزارش کارآموزی نقش سیستم اگزوز در خودرو ها
فرمت فایل دانلودی: .zipفرمت فایل اصلی: word
تعداد صفحات: 30
حجم فایل: 9188 کیلوبایت
قیمت: 4700 تومان
در زیر به مختصری ازعناوین و چکیده آنچه شما در این فایل دریافت می کنید اشاره شده است :سیستم اگزوز در خودرو به واقع قسمتی از موتور است که پس از انجام عمل دم توسط سیستم سوخت رسانی در کاربراتور ویا انژکتور ،عمل بازدم موتور توسط این سیستم انجام می پذیرد ومکانیزمی است که در محل خروجی دود از منیفولدموتور استقرار یافته تاضمن استهلاک امواج صوتی وکاهش دسیبل صدای خروجی از موتوردرحد استانداردهای مجاز شنوایی انسان، حرارت ناشی از احتراق در موتور را نیز به خارج از اتاق سرنشینان انتقال میدهد،ضمن آنکه با عبور گازهای آلاینده محیط زیست از لایه های محفظه زنبوری مبدلهای کاتالیست کانورتور با افزایش سطح تماس وتسریع در واکنشهای شیمیایی ،گازهای سمی وآلاینده اصلی محیط زیست نظیرمنواکسید کربن وهیدروکربنهای نسوخته را به دی اکسید کربن وآب که مواد سازگار ومورد نیاز طبیعتند تبدیل میکند. بدین منظور است که تولید وعرضه یک اگزوز برتر که مبتنی بر دانش وطراحی علمی، ضمن کاهش آلودگیهای صوتی ودسیبل صدا در حد شنوایی مجاز وکاهش وانتقال حرارت ناشی از احتراق در موتور. سازگاری با محیط زیست وکاهش آلودگیهای تنفسی،با ایجاد فشار برگشت مناسب بر شرایط عملکردی موتور ومصرف بهینه سوخت نیز اثر گذارده وضمن فراهم آوردن شرایط احتراق کامل در موتورخودرو ،کاهش مصرف سوخت و صرفه جوییهای ارزی و اقتصادی زیادی را نیز نصیب کشور مینماید.تولید کاتالیست کانورتوردر شرکت اگزوز خودرو خراسانشرکت اگزوزخودروخراسان در راستای طرح های توسعه ای خود اقدامات فراوانی درخصوص دستیابی به تکنولوژی کاتالیست کانورتور انجام داده است ، و در چهار چوب فعالیت های زیست محیطی و ارتقاء کیفی تکنولوژی اگزوز به موضوع کاتالیست به عنوان یکی از عوامل بسیار موثر درکاهش و کنترل گازهای آلاینده توجه وافری مبذول داشته است .این فایل شامل : صفحه نخست ، فهرست مطالب و متن اصلی می باشد که با فرمت ( word ) در اختیار شما قرار می گیرد.(فایل قابل ویرایش است )تعداد صفحات : 30
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.
دانلود گزارش کارآموزی در شرکت پولاد دژهفشجان

دانلود گزارش کارآموزی در شرکت پولاد دژهفشجان
فرمت فایل دانلودی: .zipفرمت فایل اصلی: word
تعداد صفحات: 40
حجم فایل: 21 کیلوبایت
قیمت: 4600 تومان
در زیر به مختصری ازعناوین و چکیده آنچه شما در این فایل دریافت می کنید اشاره شده است :فهرست مطالبعنوان صفحهتقدیر و تشکرلوله ها و اتصالات 1سیستم های تخلیه فاضلاب 2چاهها و سپتینک تانکها 3تعیین محل مسدود لوله فاضلاب 9باز کردن فاضلاب نقاط مصرف 10استفاده از شیلنگ 12لوله باز کن برقی 13پیاده و سوار کردن توالت های دیواری 14رفع آبهای سطحی 16انواع ناودانهای رایج در ایران 17محاسبه ناودانها و کفشورها 20تهویه وسایل بهداشتی و فاضلاب ساختمان 23آموزش گرما 26سپتینک تانکها 38سپتیک تانکها:سپتیک تانکها مخازن بدون نشتی هستند که فاضلاب را در خود نگهداری کرده و موجب تجزیه آنها بوسیله باکتریها می شوند.سپتیک تانکها بر خلاف چاهها بر رو ی فاضلاب عمل کرده و وسایل بهداشتی تری برای دفع فاضلاب محسوب می شوند. ساختمان و نصب سپتیک تانکها را بایستی با توجه به مقررات شهری انجام داد.فاضلاب از طریق مجرای خروجی از منزل به سپتیک تانک داخل می شود در تانک مواد سنگین تر به ته آن نشست کرده و در آنجا تحت عمل باکتریها بحالت مایع در می آیند. مایعات از سپتیک تانکها خارج شده و از طریق مقسم ها به ناطقه تخلیه یا گودال جذب وارد می شوند در این جا فاضلاب جذب زمین می شوند.طرز ساختن سپتیک تانکها:سپتیک تانکها طوری ساخته می شوند که دارای یک ورودی و یک خروجی هستند محل نصب خروجی همیشه پائین تر از ورودی است تا از برگشتناین فایل شامل : صفحه نخست ، فهرست مطالب و متن اصلی می باشد که با فرمت ( word ) در اختیار شما قرار می گیرد.(فایل قابل ویرایش است )تعداد صفحات : 40
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.
دانلود گزارش کارآموزی شرکت ساختمانی ابهر رود

دانلود گزارش کارآموزی شرکت ساختمانی ابهر رود
فرمت فایل دانلودی: .zipفرمت فایل اصلی: word
تعداد صفحات: 40
حجم فایل: 26 کیلوبایت
قیمت: 5700 تومان
در زیر به مختصری ازعناوین و چکیده آنچه شما در این فایل دریافت می کنید اشاره شده است :مقدمه یک نویسنده افکار و ذهنیات خود را با نوشته ها و یک مجسمه ساز تجسمهایش را با شکل دادن و ارائه آن در یک مجسم و یک نقاش هنر نقاشی اش را در تابلوها و خلاصه یک معمار علم و هنر و فرهنگ را در قالب طرح های یک بنا به جامعه عرضه می کند . هنر یک آرشیتکت ، خطوط گویای تجسمهائیست از عملکردهای یک بنا که در قالب طرح معماری عرضه می کند . وقتی یک آرشیتکت ساختمانی را طرح می کند از مجموعه دانش قرنها استفاده می کند . معماری از وقتی که انسان اولیه اولین باربرای خانواده اش غار یا پناهگاهی با سقف طرح کرد شروع شد . رسم و طرح معماری وقتی انسان اولین طرح این پناهگاه را روی شن یا خاک کشیده و قبلاً نقشه استفاده از مواد موجود را ریخته شروع شد . تاریخ طرح معماری را می توان در جنبش بزرگ تاریخ بشر و مستقیماً با آن جستجو کرد . آرشیتکت در سراسر این جنبش تاریخی ، به سنگینی به پیش می رفت ریاضیات و علوم تکیه کرده است . این پیش رفت ها منجر به ایجاد مواد ساختمانی و متدهای تازه شده است . آرشیتکت طراح با نقشه کش باید قادر به تبدیل شکل ها ، مواد ، رنگها و مقیاسات به بنایی جالب و زیبا باشد. و باید از علم مهندسی معماری سر در بیاورد تا بتواند بناها را مستحکم تر بسازد . و باید بتواند فضای مکوجود را به منظور بوجود آوردن ساختمانهای مفید ، متعادل تقسیم کند . معرفی با شهرستان ابهر لولاه لا تقطع اخبار الازمینه بعضها عن بعض و درست العلوم و ضاعت الاداب اگر نوشتن نبود اخبار زمانی به زمان دیگر نمی رسید و علوم و آداب محو و نابود می شد . نام شهر : در قدیم اوهر نام فعلی ابهر و نام رایج آن در اصطلاح عامیه ابر . موقعیت جغرافیایی ک واقع در حد فاصل 13 دقیقه و 49 درجه طول شرقی و 9 قیقه و 36 درجه عرض شمالی . ارتفاع از سطح دریا : 1540 متر حداکثرمطلق درجه حرارت 38 درجه و حداقل مطلق برودت 5/15 درجه سانتیگراد . جمعیت : بر اساس سد شماری سراسی سال 1370 ه ش 191544 نفر با شهرستان . فاصله ها : فاصله تا مرکز تهران 240 کیلومتر تا قزوین 81 کیلومتر تا زنجان مرکز استان 90 کیلومتر . تقسیمات کشوری : بر اساس آخرین تقسیمات کشوری استان زنجان واقع شدهو دارای 3 بخش ، 9 دهستان و 174 آبادی و چهار شهر به نام های ابهر ، هیدج ، صائین قلعه و سلطانیه می باشد . در تاریخ 4/7/85 نقشه ساختمان مسکونی توسط آقای محمد بیگی تحویل داده شد . و پس از کشیدن نما ، برش ، پلان پی کنی و آکس بندی ستونها ، پلان بادبندی و آکس بندی ستونها ، پلان تیر ریزی توسط برنامه outocad در تاریخ 12/7/85 تحویل داده شد . معرفی محل کارورزی دفتر شرکت ساختمانی ابهر رود در تاریخ 1377 تاسیس شده . این دفتر واقع در شهرستان ابهر ابتدای خیابان طالقانی جنوبی و جز شرکتهای سهامی خاص می باشد . دفتر ابهر رود متعلق به جناب آقای بابک محمدبیگی دارای مدرک لیسانس عمران می باشد . و کارهای ساختمانی و پروژه های زیادی را اجرا و به اتمام رسانده اند از جمله فعالیتهای این دفتر : به اتمام رساندن پروژه های سبز کشت ، به اتمام رساندن پروژه کارخانه مینو ، به اتمام رساندن پروژه های مسکونی و ... می باشد . در تاریخ 15 /7/85 نقشه ساختمانی مسکونی توسط آقای محمدبیگی به بنده تحویل دادند و پس از کشیدن ترسیم پلان تیر ریزی ، پلان بادبندی و آکس بندی ستونها و پلان پی کنی و آکس بندی ستونها ، برش ، نمای شرقی توسط برنامه CAD در 24/7/85 به ایشان تحویل داده شد . در تاریخ 25/7/85 در روز سه شنبه نقشه ساختمانی مسکونی توسط سر پرست کارورز تحویل داده شد و پس از ترسیم نمای جنوبی ، برش ، پلان ، بادبند و آکس بندی ستونها و پلان پی کنی و آکس بندی ستونها و پلان تیر ریزی توسط برنامه CAD به سر پرست کارورز در تاریخ 6/8/85 تحویل داده شد . در تاریخ 8/8/85 نقشه ساختمان مسکونی توسط آقای محمد بیگی تحویل داده شد و پس از ترسیم نماها ، برش ، پلان بادبند و آکس بندی ستونها و پلان پی کنی و آکس بندی ستونها و پلان پی کنی و آکس بندی ستونها و پلان تیر ریزی توسط برنامه CAD در تاریخ 17/8/85 به ایشان تحویل داده شد . این فایل شامل : صفحه نخست ، فهرست مطالب و متن اصلی می باشد که با فرمت ( word ) در اختیار شما قرار می گیرد.(فایل قابل ویرایش است )تعداد صفحات : 40
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.
گزارش کارآموزی در شرکت تکنیک کاران
گزارش کارآموزی در شرکت تکنیک کاران
فرمت فایل دانلودی: .zipفرمت فایل اصلی: word
تعداد صفحات: 48
حجم فایل: 36 کیلوبایت
قیمت: 4700 تومان
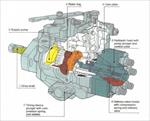
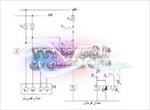
در زیر به مختصری ازعناوین و چکیده آنچه شما در این فایل دریافت می کنید اشاره شده است :فهرست مطالبعنوان صفحه مقدمه 1انواع پمپ های هیدرولیک 2عیب یابی پمپ ها 10عیب یابی 16مشکلات سیتم هیدرولیک 18مراقبت از سیستم های پنوماتیکی 21مراقبت از سیستم هیدرولیکی 23بهداشت و ایمنی در کار 24خط تولید محصولات جدید تکنیک کاران 26قسمت تست 32سر بندی سیم های سیم پیچی 40آئین نامه مربوط به سیستم های تحت فشار 41مقدمه ای بر هیدرولیک روغنی و پنوماتیک :در بسیاری از فرایند های صنعتی عملیاتی مانند جابجایی اجسامی یا مواد از یک مکان به مکانی دیگر با اعمال نیرو برای نگهداری شکل دادن یا فشردن یک محصول مورد نظر می باشد . به منظور به اجرا در آوردن این قبیل عملیات به یک نیروی محرکه اولیه (به غیر از تجهیزات الکتریکی) نیاز خواهیم داشت جهت انتقال انرژی از یک نقطه به نقطه دیگر به منظور ایجاد یک حرکت خطی یا چرخشی یا اعمال یک نیرو می توان از سیال مانند روغن و هوا استفاده نمود .در صنعت سیستمهایی که بر اساس کارآیی مایعات طراحی شده اند را سیستم هیدرولیکی و آن دسته که بر اساس کارآیی گازهاطراحی شده اند را سیستم پنوماتیک می نامند در اکثر سیستم های هیدرولیکی سیال مورد استفاده روغن و در اکثر سیستم های پنوماتیکی سیال مورد استفاده هواست .انواع پمپ های هیدرولیکی پمپ هایی که در هیدرولیک روغنی کاربرد دارند به 3 گروه اصلی زیر تقسیم می شوند : - پمپ های چرخ دنده ای - پمپ های پره ای - پمپ های پیستونیپمپ های چرخ دنده ای شامل دو چرخ دنده می باشند . این چرخ دنده ها با همدیگر جفت شده و زمانی که یکی از آنها توسط عاملی به گردش در می آید ، دیگری را نیز می گرداند . این پمپ از نوع جابجایی مثبت بوده و میزان دبی آنها را می توان با تغییر سرعت گردش محور محرک تغییر داد . دبی یا بازدهی این پمپ ها عمدتاً به دقت و تماس مناسب سطوح دنده های درگیر (آب بندی سطوح دنده ها) بستگی دارد . پمپ های دنده ای را می توان به انواع مختلف تقسیم کرد .الف : پمپ های چرخ دنده ای ساده فشار تئوریک در پمپ های چرخ دنده ای ثابت در نظر گرفته می شود . منظور از فشار تئوریک این است که در عمل در اکثر پمپ های چرخ دنده ای امکان بروز نشت داخلی روغن و لغزش سطوح دنده ها وجود داشته که این خود موجب کاهش فشار می گردد . بدین ترتیب بازده این قبیل پمپ ها می تواند تا 5 در صد کاهش یابد . متداول ترین این پمپ ها متشکل از یک چرخ دنده است که مطابق شکل ( )درون یک محفظه جاوی دریچه ورود و خروج روغن قرار می گیرند . یکی از چرخ دنده ها متصل به شافت محرک می باشد . با چرخش چرخ دنده اول در جهتی که در شکل مشخص شده است حرکت چرخ دنده دوم در خلاف جهت آن امکان پذیر می گردد . محفظه مکش به مخزن روغن متصل است . چرخش چرخ دنده ها باعث ایجاد خلاء شده و فشار منفی حاصل و نیز فشار اتمسفر بر سطح روغن در مخزن سبب جریان روغن از مخزن به بیرون می شود . عمل مکش روغن از طریق دریچه ورودی به اجراء در آمده و پس از عبور از محیط هر چرخ دنده ما بین فضای بین هر دندانه ها و پوسته مستقر می گردد . بدین ترتیب روغن با فشار از دریچه خروجیس جریان پیدا می یابد .این فایل شامل : صفحه نخست ، فهرست مطالب و متن اصلی می باشد که با فرمت ( word ) در اختیار شما قرار می گیرد.(فایل قابل ویرایش است )تعداد صفحات : 48
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.
گزارش کارآموزی رشته مکانیک، در مرکز فنی و حرفه ای بروجن
گزارش کارآموزی رشته مکانیک، در مرکز فنی و حرفه ای بروجن
فرمت فایل دانلودی: .zipفرمت فایل اصلی: doc
تعداد صفحات: 28
حجم فایل: 23 کیلوبایت
قیمت: 4300 تومان
گزارش کارآموزی رشته مهندسی مکانیک، در مرکز فنی و حرفه ای بروجن، در قالب فایل word و در حجم 28 صفحه، به همراه تصاویر و نمودارها و جداول مربوطه.
فهرست مطالب:
مقدمه
گزارش کار هفته اول
موتورهای دوزمانه گازوئیلی
گزارش کار هفته دوم
باز کردن سر سیلندر و متعلقات جلوی موتور
انواع موتورها
دستور احتراق
گزارش کار هفته سوم
تابگیری سر سیلندر پراید و پیکان
گزارش کار هفته چهارم
تایم موتور پاساد
پولکهای روی پوسته
گزارش کار هفته پنجم
گزارش کار هفته ششم
گزارش کار هفته هفتم
گزارش کار هفته هشتم
ترتیب فیلر گیری سوپاپها
گزارش کار هفته نهم
گزارش کار هفته دهم
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.
گزارش کارآموزی ابزار دقیق، در شرکت ساتراپ صنعت بهار
گزارش کارآموزی ابزار دقیق، در شرکت ساتراپ صنعت بهار
فرمت فایل دانلودی: .zipفرمت فایل اصلی: doc
تعداد صفحات: 48
حجم فایل: 30 کیلوبایت
قیمت: 5600 تومان
گزارش کارآموزی ابزار دقیق ، در شرکت ساتراپ صنعت بهار، در قالب فایل word و در حجم 48 صفحه.
بخشی از متن:
در کارگاه ماشینهای افزار معمولاً اعداد اعشاری را تا هزارم اینچ می خوانند در این صورت اعداد سمت راست که اعشاری می باشند بایستی بصورت سه رقمی نوشته شوند . در صورتیکه اعداد سمت راست یک یا دو رقمی باشند باید به سمت راست آن یک یا دو صفر اضافه نمود .
بنابراین برای عدد 12/0 (دوازده صدم ) باید یک صفر در سمت راست 12 اضافه کرد که می توان نوشت 120/0 و چنین خوانده می شود (یک صدو بیست هزارم ) چنانچه اعداد اعشاری یک رقمی باشد باید به سمت راست آن دو صفر اضافه کرد مثل 5/0 (پنج دهم) که باید به سمت راست آن دو صفر اضافه نمود تا بدینصورت خوانده شود 500/0 (پانصد هزارم) ولی به طور کلی صفرهای اضافه شده در سمت راست اعداد اعشاری تغییری در وضعیت عدد اعشاری نخواهد داد...
فهرست مطالب:
ابزارهای اندازه گیری دقیق
تعریف اعداد اعشاری
حدود اندازه ها
تلرانس
جدول اعشاری
سیستم اندازه گیری متریک
گونیای مرکب
انواع مختلف عمق سنج
اندازه گیری به وسیله اتصال
پرگارها
فیوزها
برقگیرها
تستهای دوره ای تجهیزات کلیدخانه های فشار قوی
چک کردن رله بوخهلتز
زمین حفاظتی در تجهیزات الکتریکی
بازرسی و تست شبکه اتصال زمین
استفاده از فیلتر ترموسیفون در ترانسفورماتور
سکسیونر
سکسیونرهای قابل قطع زیر بار
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.
گزارش کارآموزی رشته برق ، در صنایع برق دادخواه

گزارش کارآموزی رشته برق ، در صنایع برق دادخواه
فرمت فایل دانلودی: .zipفرمت فایل اصلی: doc
تعداد صفحات: 45
حجم فایل: 77 کیلوبایت
قیمت: 5600 تومان
گزارش کارآموزی رشته برق ، در صنایع برق دادخواه، در قالب فایل word و در حجم 45 صفحه.
بخشی از متن:
ترانسفورماتور دستگاه استاتیکی ( ساکن ) است که قدرت الکتریکی ثابتی را از یک مدار به مدار دیگر با همان فرکانس انتقال می دهد. ولتاژ در مدار دوم می تواند بیشتر یا کمتر از مدار اول بشود، در صورتیکه جریان مدار دوم کاهش یا افزایش می یابد.
بنابراین اصول فیزیکی ترانسفورماتورها بر مبنای القاء متقابل می باشد که بوسیله فوران مغناطیسی که خطوط قوای آن اولیه و ثانویه را قطع می کند، ایجاد می گردد.
ساده ترین فرم ترانسفورماتورها بصورت دو سیم القائی است که از نظر الکتریکی از یکدیگر جدا شده هستند ولی از نظر مدار مغناطیس دارای یک مسیر با مقاومت مغناطیس کم می باشد...
فهرست مطالب:
پیشگفتار
اصول و طرز کار ترانسفورماتور
تعریف مدار اولیه و ثانویه در ترانسفورماتور
ساختمان ترانسفورماتور
خصوصیات هسته مغناطیسی
انواع هسته های ترانسفورماتور
تئوری مقدماتی ترانسفورماتور آیده آل
معادله نیروی الکتروموتوری در یک ترانسفورماتور
محاسبه ضریب تبدیل ترانسفورماتور
بررسی ترانسفورماتور همراه با افت ولی بدون پراکندگی مغناطیسی
بررسی ترانسفورماتور با مقاومت سیم پیچی ولی بدون پراکندگی مغناطیسی
مقاومت معادل در ترانسفورماتورها
پراکندگی مغناطیسی
ترانسفورماتور باردار
آزمایشهای ترانسفورماتور
آزمایش بی باری
جدا کردن تلفات هسته
آزمایش اتصال کوتاه محاسبه امپدانس ترانسفورماتور
تنظیم ترانسفورماتور
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.
گزارش کارآموزی عمران، در شرکت پایه بتون بینالود

گزارش کارآموزی عمران، در شرکت پایه بتون بینالود
فرمت فایل دانلودی: .zipفرمت فایل اصلی: doc
تعداد صفحات: 44
حجم فایل: 116 کیلوبایت
قیمت: 6300 تومان
در نقشه های شهری، کیفیت نقشه از نظر شمال-جنوب-ناحیه-قطعه-بر خیابان اصلی، و یا فرعی کاملاً مشخص است. چنانچه فرض شود خیابان کشی و یا جدول بندی خیابان انجام شده باشد، برابر اندازه نقشه مقدار متراژ پیاده رو تعیین می گردد. با اندازه برداری ازجدول و میخ کوبی، بر زمین تعیین می گردد.
معمولاً قطعات با میخ کوبی که قبلا انجام شده است مشخص می باشد. میخ گوشه زمین را، برابر با وضع جغرافیای زمین از نظرشمال و جنوب پیاده می کنیم. از میخ مذکور ریسمان کشی کرده و از گونیای بزرگ استفاده می نماییم و ضلع دوم زمین رتبه دست می آوریم.
برای اینکه دقت بیشتری داشته باشیم می توان ازرابطه مثلث ( 3 و 4 و 5 ) استفغده کرده یعنی بر روی دوضلع ریسمان - کار3 واحد و 4 واحد را انتخاب کرده و وتر را با 5 واحد کنترل می نماییم، خصوصاً اگرواحدها، بزرگ انتخاب شوند ...
فهرست مطالب:
پیاده کردن نقشه
پیاده کردن نقشه بادوربین
میخ های آف
پیاده کردن نقشه درامتداد میخ آف
جوشکاری باقوس الکتریکی
احتیاطات ایمنی درجوشکاری با برق
خطر تشعشع شعله
گازهای زیان آور قوس الکتریکی
خطرات قلم زنی وپاک کردن گرده جوش
وسایل جوشکاری بابرق
لباس کار
الف – جوشکاری لب به لب دروضع تخت
ب – جوشکاری رویهم
پ- جوشکاری سپری یاگلوئی وپیشانی
نکاتی که درموقع عمل جوشکاری بایستس رعایت کرد
عوامل مؤثردرمقاومت بتون
طرزاجرای قطعات بتون آرمه
قالب چوبی وچوب بست
انواع چوب های مصرفی درقالب بندی
انواع قالبهای چوبی :
قالبدیواربتونی
قالب ستون
قالب تیربتونی
قالب سقف بتونی
قالب فونداسیون وشناژ
قالب پله بتونی
پایه و چوب بست
نحوه تنظیم قالب و چوب بست
طرز بازکردن چوب بست وقالب
1- تهیه آرماتورها و بستن و سوارکردن آنها
2-خاموت
ابزار کارجهت خم کردن و بستن آرماتورها
طرز تهیه آهن ما رپیچ
طرز آرماتورگذاری ستونها، تیرها و سقف های بتونی
طرز ساختن بتون
سیلوها
پیمانه شن و ماسه
شن و ماسه
حمل بتون
ریختن بتون در قالب
درز انبساط
ویبره کردن بتون
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.
گزارش کارآموزی حمل بار و طریقه بارنامه زدن
گزارش کارآموزی حمل بار و طریقه بارنامه زدن
فرمت فایل دانلودی: .zipفرمت فایل اصلی: doc
تعداد صفحات: 37
حجم فایل: 40 کیلوبایت
قیمت: 4700 تومان
مشتری از طریق تبلیغات با شرکت هواپیمایی تماس می گیرد و
بعد یکی از کارمندان شرکت برای بازدید از باز به محل بار می رود سپس از طریق کتب
قانون که در انتهای این جزوه موجود می باشد تشخیص می دهند که کالاما تجاری است یا
غیر تجاری هر کالایی که بتوان از طریق آن کالا مبلغ هنگفتی دلار ( ارز) وارد کشور
کدر را کالای تجاری از نوع قیمتی می گویند که برای حمل اینگونه کالاها مثل کالا
زعفران و سنگهای گران قیمت احتیاج به یک سیستم امنیتی قوی داریم.
در مورد کالاهای غیر تجاری می توان گفت که کالاهایی هستند که به دلایل شخصی از یک کشور به کشور دیگر فرستاده می شود.
بعد از شناخت کالاهای مختلف حال به انواع کالا با نوع بسته بندی و حمل آنها آشنا می شویم:
کالاهای
مرجوعی:
یکسری
از کالاهایی هستن که از یک کشور دیگر برای ما فرتساده می شود اما داخل ایران این
نوع کالاها مجاز نیم باشند پس اجازه ورود به داخل کشور داده نمی شود و آنها را
داخل یک سری انبارهای مخصوص نگهداری می کنند تا زمان پرواز مجدد بعد از این مرحله
یک بارنامه صادر می شود و از طریق پس کرایه جواز صادر می شود و بار مرجوعی به کشور
مقصد خود برگدانده می شود و کرایه حمل آن از صاحب کالا گرفته می شود اما زمانی
امکان دارد کالاهای مرجوعی ما یک کالای فاسد شدنی باشد مثل سبزیجات اما به دلیل
بسته بندی مناسب و آفت زدگی آن اجازه ورود آن به کشور مبدا ارانه هند در این صورت
کالای ما به کشور مقصد برگردانده نمی شود بلکه از هواپیمایی کشور مقصد مقدار هزینه
ای برای نابود کردن آن بار گرفته می شود و بعد شرکت هواپیمایی هم جریمه می شود تا
برای دفعات بعدی نسبت به بسته بندی و آفت کشی بار اطمینان حاصل کند و سپس آن را از
طریق هوایی حمل کند.
فرش:
فرش
برای خود یک تجارت جداگانه نسبت که کالاهای دیگر دارد در مرحله اول اجازه خروج
فرشهایی که در آنها چهره به کار رفته به هر شخصی داده نمی شود و بعد از آن اگر
کارگذار تشخیص دهد که آن فرش یک عتیقه است بایستی فرش به فرهنگی فرستاده شود و
آنها اجازه خروج بدهند.
بعد
از این مرحله فرش بایستی بسته بندی شود که در مورد فرش بسته بندی از نوع عدل بندی
داریم که آنها را در پایان تسمه کشی می کند براساس اظهار نامه فرستنده شرکت
هواپیمایی بارنامه صادر می کند اما از صدور بارنامه بایستی برای بار جار زو شود
بعد از آن بارنامه صادر می گردد و Lable
ها روی فرش بسته بندی چسبانده می شود و جواز از طریق گمرک صادر می گردد و تا زمان
پرواز بار به همراه Lable
های آن به انبار فرستاده می شود و یک کپی از برانامه به وسیله فکس به کشور مبدا
فرستاد
می شود.
کالاهای
فاسد شدنی:
پس از وارسی کارمندان شرکت هواپیمایی نمونه آن
بار را به سازمان حفظ نباتات فرستند تا آنها بر اساس آزمایشات تشخیص دهند که آیا
می توان این بار را به کشور مبدا فرستاد یا خیر، اگر جواز مربوط به سازمان حفظ
نبایات را بدهد بعد از این مرحله بایستی بار را بسته بندی شود سپس شرکت هواپیمایی
برای بار خود در هواپمیایی جارزو می کند و تاریخ و ساعت پرواز مشخص می شود سپس
بارنامه در شرکت هواپیمایی صادر می شود و به همراه Lable ها بار به کمرگ فرستاده می شود بعد از این مرحله بایستی جواز صادر
شود از طریق کمرگ و بار بسته بندی شده که سردخانه فرستاده می شود تا زمان پرواز
برسد.
کالای
خطرناک:
برای
این گونه کالاها احتیاج به یکسری قوانین خاص داریم که براساس این قوانین بایستی
این کالاها فرستاده شوند زیرا امکان دارد یکسری از موارد در ارتفاعات یا دمای خاصی
باعث انفجار شوند.
پس
بار که به شرکت آورده شد برای وارس بایستی کاتالیز آن از طریق آزمایشگاه فرستاده
شود که بر اساس کتاب کالاهای خطرناک آن را بسته بندی کنند که برای بسته بندی این
نوع کالاها احتیاج به دو نوع بسته بندی داریم داخلی و خارجی و بین آنها از یکسری
فیلترهای خاص استفاده می شود تا در صورت نشت بار به بیرون از بسته بندی انتقال
پیدا نکند برای این مرحله هم بارهای قبل عمل می کنیم.
انواع
سازمانهای موجود برای حمل و نقل هوایی کالا در کل جهان و در پروازها داخلی که هر
کدام از این سازمانها وظیفه مربوط به خود را انجام می دهند.
1-
سازمان یاتا IATA
2-
سازمان ایکالود ICAO
3-
سازمان بهداشت جهانی WHO
4-
سازمان انرژی اتمی IAEO
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.